
خلاصه سریع برای حرفه ای ها
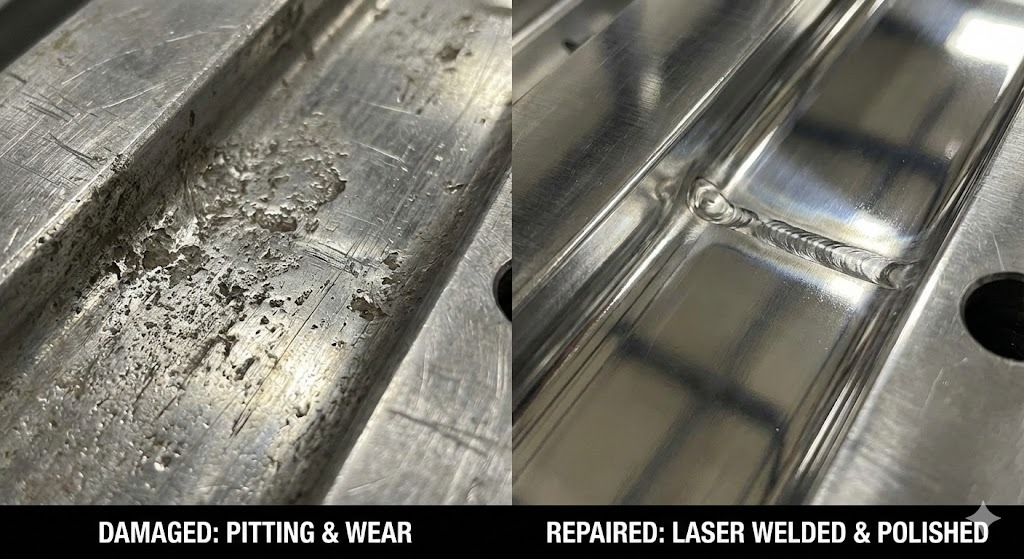
تعمیر قالب تزریق فرآیند تخصصی بازگرداندن ابزار آسیب دیده به مشخصات مهندسی اولیه آن برای اطمینان از کیفیت قطعه و جلوگیری از توقف تولید است. موثرترین رویکرد مدرن ترکیب می شود جوشکاری لیزری دقیق - که موادی را با حداقل تاثیر گرما اضافه می کند - و درمان های سطحی پیشرفته (مانند پوشش های PVD یا روکش کروم سخت) برای افزایش طول عمر قالب. با استفاده از این تکنیکها، تولیدکنندگان میتوانند در مقایسه با جوشکاری سنتی TIG یا جایگزینی کامل ابزار، زمان خرابی را تا 70 درصد کاهش دهند.
1. مقدمه ای بر تعمیر قالب تزریقی
چرا نگهداری صحیح قالب حیاتی است؟
نگهداری قالب عمل معمول بازرسی، تمیز کردن و تعمیر واحدهای تزریق برای جلوگیری از نقص است. در تولید با سرعت بالا، حتی یک خراش میکروسکوپی روی سطح حفره می تواند منجر به "فلاش" (پلاستیک اضافی روی یک قطعه) یا ضعف ساختاری شود. تعمیر پیشگیرانه تضمین می کند دقت ابعادی و با اجتناب از هزینه های بالای ماشینکاری یک قالب کاملا جدید، هزاران دلار صرفه جویی می کند.
علل شایع آسیب کپک تزریقی چیست؟
آسیب های قالب معمولاً به چهار دسته تقسیم می شوند:
- سایش مکانیکی: اصطکاک ساینده از رزین های پر شده از شیشه که باعث ساییدگی دروازه و حفره می شود.
- خوردگی: حملات شیمیایی ناشی از گازهای خارج شده از پلاستیک (مانند PVC) که سطح فولاد را سوراخ می کند.
- خطای انسانی: خراش های ناشی از استفاده از ابزارهای فلزی برای حذف قطعات گیر کرده.
- خستگی حرارتی: ترک های تنشی ناشی از چرخه های گرمایش و سرمایش ثابت در طول تولید.
2. درک قالب های تزریق: بنیاد فنی
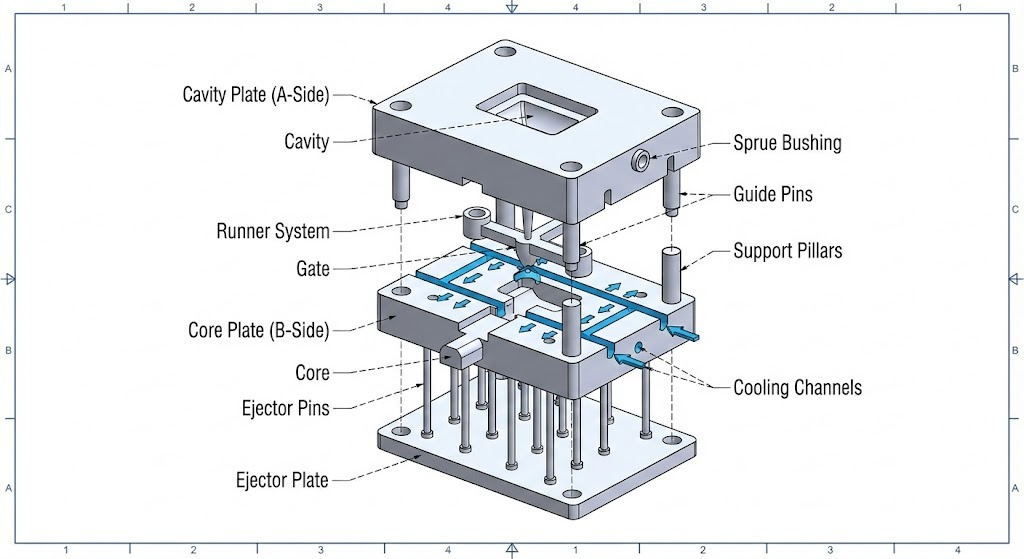
اجزای اصلی قالب تزریق چیست؟
برای انجام یک تعمیر موفق، یک تکنسین باید تشخیص دهد که کدام قطعه خراب است.
- حفره و هسته: اضلاع "A" و "B" اولیه که شکل قسمت پلاستیکی را تشکیل می دهند.
- پین های اجکتور: اجزای مکانیکی که قسمت تمام شده را از قالب بیرون می راند.
- کانال های خنک کننده: مسیرهای داخلی که در آن آب یا روغن برای تنظیم دما جریان دارد.
- سیستم دروازه و رانر: "لوله کشی" که پلاستیک مذاب را به داخل حفره هدایت می کند.
مواد متداول مورد استفاده در قالب های تزریق
انتخاب تکنیک تعمیر بستگی زیادی به این دارد مواد قالب . اکثر قالب های با تولید بالا از فولاد ابزار که فولاد آلیاژی با عناصری مانند کروم یا وانادیم برای افزایش سختی است.
جدول 1: مواد قالب معمولی و سازگاری تعمیر
| نوع مواد | درجه مشترک | مشکل تعمیر | بهترین روش تعمیر |
|---|---|---|---|
| فولاد P20 | فولاد از پیش سخت شده | کم | جوشکاری لیزر یا TIG |
| فولاد H13 | فولاد ابزار داغ | متوسط | جوش لیزری (نیاز به پیش گرمایش) |
| S7 استیل | فولاد مقاوم در برابر ضربه | بالا | جوشکاری لیزری دقیق |
| آلومینیوم | 7075-T6 | متوسط | سیم لیزر تخصصی |
تفاوت بین سیستم های دونده گرم و دونده سرد چیست؟
- سیستم های دونده داغ: از منیفولدهای گرم شده برای نگه داشتن مذاب پلاستیک در داخل قالب استفاده کنید که باعث کاهش ضایعات می شود اما به دلیل قطعات الکتریکی یکپارچه تعمیرات را پیچیده تر می کند.
- سیستم های دونده سرد: کانال های ساده ای که با قطعه جامد می شوند. تعمیر آنها آسان تر است اما منجر به ضایعات بیشتری می شود.
تعاریف فنی
- HAZ (منطقه متاثر از گرما): ناحیه ای از فلز پایه که ذوب نشده است اما ریزساختار آن در اثر حرارت جوشکاری تغییر یافته است. به حداقل رساندن HAZ هدف اصلی جوشکاری لیزری است.
- سختی راکول (HRC): مقیاسی که برای اندازه گیری سختی فرورفتگی یک ماده استفاده می شود. بیشتر فولادهای قالب از 30 تا 60 HRC متغیر هستند.
- فلش: یک نقص قالب تزریقی که در آن لایههای نازکی از پلاستیک بین نیمههای قالب فرار میکنند که معمولاً نشاندهنده خط جدایی فرسوده است.
3. جوشکاری لیزری برای تعمیر قالب تزریق
جوشکاری لیزری در تعمیر قالب چیست؟
جوش لیزری یک فرآیند تعمیر با دقت بالا است که از یک پرتو نور متمرکز برای ذوب یک سیم پرکننده تخصصی روی ناحیه آسیب دیده قالب استفاده می کند. بر خلاف جوشکاری سنتی، لیزر انرژی را به قدری محکم متمرکز می کند که یک پیوند متالورژیکی قوی و تقریباً بدون اعوجاج به فولاد اطراف ایجاد می کند.
مزایای جوش لیزری چیست؟
برای تکنسین ها، جوشکاری لیزری روش ترجیحی برای ابزارآلات با ارزش بالا است زیرا:
- حداقل منطقه متاثر از گرما (HAZ): گرمای موضعی از تاب برداشتن یا از دست دادن سختی اولیه فولاد قالب جلوگیری می کند.
- دقت فوق العاده: تکنسین ها می توانند آسیب های کوچک را تعمیر کنند 0.05 میلی متر ، امکان کار بر روی بافت های پیچیده و گوشه های تیز را فراهم می کند.
- هندسه های پیچیده: ماهیت غیر تماسی لیزر امکان تعمیرات داخل حفره های عمیق یا دنده های باریکی را که مشعل TIG نمی تواند به آن برسد را می دهد.
- کاهش پس پردازش: از آنجایی که جوش بسیار تمیز است، زمان مورد نیاز برای سنگ زنی و پرداخت دستی کاهش می یابد 50% .

3.4. فرآیند جوشکاری لیزری: راهنمای گام به گام
برای دستیابی به تعمیر حرفه ای، تکنسین ها باید از یک توالی استاندارد پیروی کنند:
مرحله 1: آماده سازی سطح قالب
نظافت مهمترین عامل است. هر گونه پلاستیک، روغن یا زنگ زدگی باقیمانده باعث ایجاد آن می شود تخلخل (حباب های ریز) در جوش.
- اقدام: برای از بین بردن همه آلاینده ها از تمیز کننده اولتراسونیک یا حلال های تخصصی استفاده کنید.
- تایید: منطقه زیر a را بازرسی کنید میکروسکوپ 10x برای اطمینان از اینکه فلز "روشن" و عاری از بقایای کربنی است.
مرحله 2: انتخاب پارامترها و تنظیمات جوش
تنظیمات لیزر باید بر اساس فلز پایه و ضخامت تعمیر تنظیم شود.
- انرژی پالس (ژول): عمق نفوذ جوش را کنترل می کند.
- مدت زمان نبض (ms): تعیین می کند که لیزر چه مدت روشن می ماند. پالس های بلندتر برای سیم های ضخیم تر استفاده می شود.
- فرکانس (هرتز): سرعت پالس های لیزر.
- اندازه نقطه (میلی متر): قطر پرتو لیزر؛ معمولا بین 0.2 میلی متر و 1.5 میلی متر .
مرحله 3: اجرای تکنیک های جوشکاری
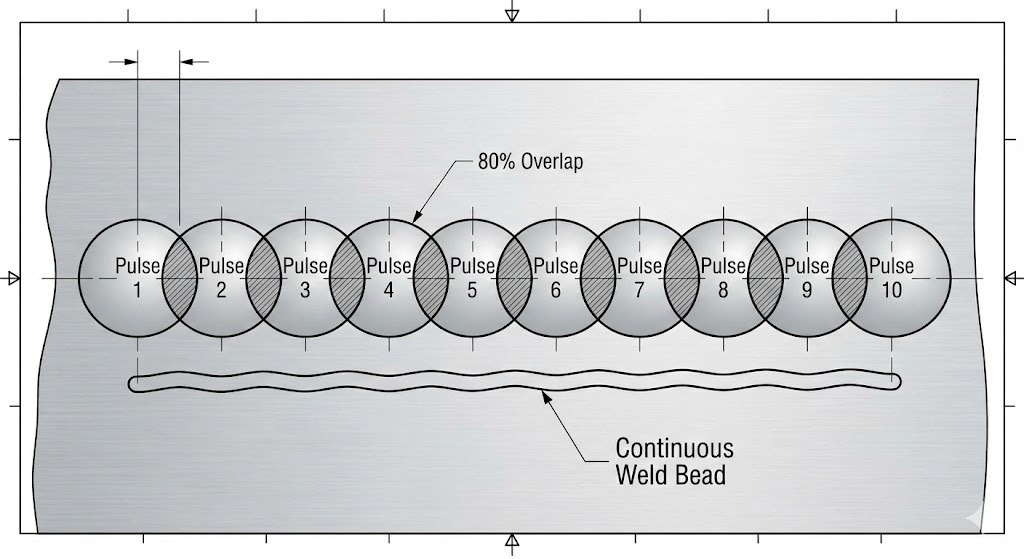
- جوشکاری پالس: روش استاندارد برای تعمیر. هر پالس یک "نقطه" کوچک از فلز مذاب ایجاد می کند.
- جوشکاری پیوسته/همپوشانی: تکنسین ها روی هر نقطه با هم همپوشانی دارند 70-80٪ برای ایجاد یک مهره یکپارچه و جامد از فلز.
3.5. بهترین روش ها برای تکنسین ها
- سیم پرکننده را مطابقت دهید: همیشه از سیم لیزری استفاده کنید که با شیمی فولاد قالب مطابقت داشته باشد (به عنوان مثال، از سیم H13 برای قالب H13 استفاده کنید) تا از سختی و رنگ یکنواخت پس از پرداخت اطمینان حاصل کنید.
- مدیریت گاز محافظ: استفاده کنید گاز آرگون با سرعت جریان ثابت برای جلوگیری از اکسیداسیون، که جوش را سیاه و شکننده می کند.
- از ساخت بیش از حد خودداری کنید: فقط حداقل مقدار مواد مورد نیاز را اضافه کنید. جوشکاری بیش از حد خطر ایجاد گرما و زمان اضافی ماشینکاری را افزایش می دهد.
3.6. مشکلات و راه حل های رایج
| مشکل | علت احتمالی | راه حل حرفه ای |
|---|---|---|
| زیر برش | قدرت (ولتاژ) خیلی زیاد است | کمer the pulse energy and increase the spot size. |
| منافذ/حباب | سطح آلوده | منطقه را دوباره با الکل تمیز کنید و جریان گاز را بررسی کنید. |
| ترک خوردن | بالا carbon steel cooling too fast | قالب را از قبل گرم کنید تا 150-200 درجه سانتیگراد قبل از جوشکاری |
| غرق شدن | تغذیه نامناسب سیم | اطمینان حاصل کنید که سیم به مرکز حوضچه مذاب فشار داده شده است. |
بینش فنی کلیدی: اهمیت ریزساختار
هنگامی که یک پالس لیزر به فولاد برخورد می کند، سرعت خنک کننده بسیار بالا است. این باعث ایجاد یک ریزساختار مارتنزیتی در ناحیه جوش، که بسیار سخت است اما می تواند شکننده باشد. برای اطمینان از دوام طولانی مدت، تعمیرات بزرگ باید تحت یک چرخه گرمایش "تسکین استرس" قرار گیرند تا ساختار فلزی تثبیت شود.
4. تکنیک های درمان سطحی برای قالب های تزریقی
درمان سطحی در تعمیر قالب چیست؟
درمان سطحی اعمال یک لایه نازک از مواد تخصصی یا تغییر شیمیایی در "پوست" خارجی فولاد قالب است. در چرخه تعمیر، این مرحله نهایی پس از جوشکاری و پرداخت است. برای بازیابی یا بهبود عملکرد اولیه قالب، به ویژه مقاومت آن در برابر سایش، خوردگی و اصطکاک طراحی شده است.
انواع روش های سطحی برای قالب ها
4.2.1. آبکاری کروم سخت
این یک فرآیند الکتروشیمیایی سنتی است که لایه ای از کروم را مستقیماً روی فولاد اعمال می کند.
- بهترین برای: محافظت در برابر پلاستیک های خورنده مانند PVC و بهبود "آزاد شدن" قطعه.
- سختی: به طور معمول 65-70 HRC .
4.2.2. آبکاری نیکل الکترولس
برخلاف آبکاری استاندارد، این روش به جای الکتریسیته از واکنش شیمیایی استفاده می کند و ضخامت کاملاً یکنواختی را حتی در سوراخ های عمیق یا کانال های خنک کننده تضمین می کند.
- بهترین برای: هندسه های پیچیده که ضخامت یکنواخت در آنها الزامی است.
4.2.3. پوشش نیترید تیتانیوم (TiN).
یک پوشش PVD طلایی رنگ (رسوب بخار فیزیکی) که بسیار سخت است.
- بهترین برای: محیط های با سایش بالا، مانند قالب هایی که از رزین های پر شده با شیشه استفاده می کنند.
- سختی: تا 80 HRC .
4.3. مزایای درمان سطحی
اعمال درمان صحیح سه مزیت فنی اصلی را به همراه دارد:
- مقاومت در برابر سایش بهبود یافته: از "شستشو" در دروازه هایی که پلاستیک پرفشار جریان دارد جلوگیری می کند.
- حفاظت در برابر خوردگی پیشرفته: از فولاد ابزار گران قیمت در برابر بخار آب و گازهای محصول جانبی اسیدی محافظت می کند.
- ویژگی های انتشار بهبود یافته: "چسبندگی" بین پلاستیک و فلز را کاهش می دهد و امکان چرخه سریع تر و قطعات آسیب دیده کمتر را فراهم می کند.
4.4. نحوه انتخاب درمان مناسب
انتخاب به "حالت شکست" قالب بستگی دارد:
- اگر قالب در حال خراشیدن است: استفاده کنید TiN یا DLC (کربن الماس مانند) برای حداکثر سختی
- اگر قالب در حال زنگ زدن است: استفاده کنید نیکل الکترولس برای پوشش 100%
- اگر پلاستیک چسبیده است: استفاده کنید هارد کروم یا تخصصی پوشش های تزریق شده با PTFE .
4.5. فرآیند درمان سطحی: راهنمای گام به گام
مرحله 1: آماده سازی قالب و تمیز کردن
پوشش فقط به یک سطح کاملا تمیز می چسبد.
- اقدام: پولیش نهایی را به میزان لازم انجام دهید پایان SPI (به عنوان مثال، روکش آینه A-2).
- نکته فنی: هر گونه روغن میکروسکوپی باقی مانده از ترکیب پولیش باعث لایه برداری (لایه لایه شدن) پوشش می شود.
مرحله 2: اعمال پوشش
قالب در یک محفظه خلاء (برای PVD/CVD) یا یک حمام شیمیایی (برای آبکاری) قرار می گیرد.
- دقت: پوشش ها معمولاً در ضخامت اعمال می شوند 0.002mm تا 0.010mm بنابراین ابعاد نهایی قطعه را تغییر نمی دهند.
مرحله 3: فرآیندهای پس از درمان
- اقدام: سطح را از نظر وجود سوراخ یا ضخامت ناهموار بررسی کنید.
- اقدام: بررسی ابعاد نهایی را انجام دهید تا مطمئن شوید که پوشش ابزار را "خارج از تحمل" قرار نداده است.
4.6. عیب یابی مشکلات رایج درمان سطحی
| مشکل | علت احتمالی | راه حل حرفه ای |
|---|---|---|
| لایه برداری / پوسته پوسته شدن | تمیز کردن ضعیف سطح | روکش را صاف کنید، دوباره پولیش دهید و از تمیز کننده اولتراسونیک استفاده کنید. |
| مات کردن پایان | پوشش خیلی ضخیم است | کاهش زمان رسوب گذاری؛ ضخامت سنج میکرون را بررسی کنید. |
| ساخت لبه | بالا current density (in plating) | استفاده کنید “dummy” cathodes to pull excess current away from sharp corners. |
تعریف فنی: PVD در مقابل CVD
- PVD (رسوب بخار فیزیکی): فرآیند خلاء با دمای پایین (زیر 500 درجه سانتیگراد) که فولاد قالب را تاب نمی دهد.
- CVD (رسوب بخار شیمیایی): فرآیندی با دمای بالا (تا 1000 درجه سانتیگراد) که پیوند قوی تری ایجاد می کند اما می تواند نیاز به سخت شدن مجدد قالب داشته باشد.
5. ملاحظات عملی برای تکنسین ها
چگونه تکنسین ها در طول تعمیر قالب ایمن می مانند؟
هنگام کار با لیزرهای پرانرژی و درمان های شیمیایی، ایمنی بسیار مهم است.
- ایمنی لیزر: همیشه در یک مکان مشخص کار کنید ناحیه لیزر کلاس 4 . تکنسین ها باید از عینک ایمنی مخصوص طول موج استفاده کنند تا از آسیب دائمی شبکیه چشم در اثر پرتوهای بازتاب شده جلوگیری شود.
- استخراج دود: جوشکاری و تمیز کردن شیمیایی ذرات فلزی میکروسکوپی و VOC ها (ترکیبات آلی فرار) را آزاد می کنند. برای حفظ کیفیت هوا از تهویه خروجی موضعی استفاده کنید.
- حفاظت حرارتی: حتی با یک HAZ موضعی، پایه قالب می تواند گرمای قابل توجهی را حفظ کند. هنگام کار با قطعات پس از جوش از دستکش های مقاوم در برابر حرارت استفاده کنید.
تجهیزات و ابزارهای مورد نیاز برای موفقیت
یک ایستگاه کاری تعمیر قالب حرفه ای به چیزی بیش از یک جوشکار نیاز دارد. ابزارهای ضروری عبارتند از:
- میکروسکوپ استریو: حداقل بزرگنمایی 10 برابر برای مشاهده حوضچه های جوش.
- آسیاب های دقیق: ابزارهای چرخشی پنوماتیکی یا الکتریکی با سرعت بالا برای "خشن کردن" جوش.
- کیت های میکرو پولیش: خمیرهای الماس و سنگ های سرامیکی برای بازیابی سطح SPI.
- میکرومترهای دیجیتال: برای تأیید اینکه تعمیر قطعه را به تحمل اولیه خود بازگردانده است.
تجزیه و تحلیل هزینه: تعمیر قالب در مقابل جایگزینی
یکی از مهمترین نقش های یک تکنسین مشاوره مدیریت در مورد اینکه آیا قالب باید تعمیر شود یا اسقاط شود.
جدول 2: ماتریس تصمیم برای تعمیر در مقابل جایگزینی
| عامل | تعمیر (سطح لیزر) | تعویض کامل |
|---|---|---|
| هزینه معمولی | 5٪ - 20٪ از هزینه ابزار اصلی | 100% هزینه ابزار |
| زمان سرب | 24 تا 72 ساعت | 8 تا 16 هفته |
| ماندگاری | 80٪ - 100٪ عمر اصلی | 100% (چرخه زندگی جدید) |
| بهترین برای | آسیب های موضعی، دروازه ها، خطوط جدایی | ترک خوردگی قاب فاجعه بار، شستشوی کامل |
مطالعه موردی: کاهش زمان توقف در ابزارآلات خودرو
یک تامین کننده خودرو ردیف 1 به دلیل ساییدگی در قالب 32 حفره دچار "یخ زدگی دروازه" شد.
- مشکل: فلاش خط جدایی باعث رد شدن 15٪ می شد.
- راه حل: تکنسین استفاده می شود سیم لیزر H13 برای بازسازی خط جدایی و به دنبال آن a قلع (نیترید تیتانیوم) پوشش PVD.
- نتیجه: قالب در داخل به تولید بازگشت 36 ساعت و سختی سطح از 52 HRC به 82 HRC افزایش یافت و از سایش در آینده جلوگیری کرد.
6. تکنیک ها و فن آوری های پیشرفته
روش های تعمیر هیبریدی چیست؟
تعمیر هیبریدی شامل استفاده از جوش لیزری برای مرمت سازه و به دنبال آن درمان سطحی برای بهبود عملکرد
- مثال: جوشکاری سوراخ پین اجکتور آسیب دیده و سپس اعمال یک نیکل الکترولس پوشش دادن به کل صفحه این تضمین می کند که تعمیر قوی است و کل سطح در برابر زنگ زدگی محافظت می شود.
اتوماسیون در تعمیر قالب
صنعت در حال حرکت به سمت CNC لیزر جوشکاری . به جای اینکه یک تکنسین به صورت دستی سیم را زیر میکروسکوپ هدایت کند، یک بازوی رباتیک یک مسیر از پیش برنامه ریزی شده را دنبال می کند. این ضخامت جوش 100% سازگاری را تضمین می کند و برای تعمیر دسته های بزرگ درج های یکسان ایده آل است.
فناوری های نوظهور: چاپ سه بعدی فلزات (تولید افزودنی)
برای خرابی های فاجعه بار که در آن بخش های بزرگی از قالب گم شده است، تکنسین ها اکنون از آن استفاده می کنند رسوب مستقیم انرژی (DED) . این فولاد ابزار "چاپ سه بعدی" را مستقیماً روی پایه قالب موجود چاپ می کند، که سپس با ماشینکاری CNC به شکل نهایی باز می گردد.
7. خلاصه نکات کلیدی
- دقت کلید است: جوش لیزری is the gold standard for mold repair because it minimizes the HAZ and prevents tool distortion.
- هم افزایی سطحی: درمان سطحیs like TiN or Chrome are not just for new molds; they are essential for extending the life of a repaired tool.
- تعمیر و نگهداری پیشگیرانه: شناسایی زودهنگام سایش از طریق بازرسی میکروسکوپی می تواند از نیاز به تعویض پرهزینه جلوگیری کند.
آینده تعمیر قالب تزریق
با پیچیدهتر شدن قطعات پلاستیکی و کوتاهتر شدن زمان تولید، ادغام آنها انجام میشود تشخیص مبتنی بر هوش مصنوعی و تعمیر لیزر خودکار استاندارد خواهد شد. تکنسین هایی که هم در علم متالورژی جوش و هم شیمی پوشش های سطحی تسلط دارند، ارزشمندترین دارایی در "کارخانه هوشمند" مدرن خواهند بود.
چک لیست عیب یابی فنی برای تکنسین ها
- آیا نوع فولاد مشخص شده است؟ (سیم را با فلز پایه مطابقت دهید).
- آیا سطح "روشن تمیز" است؟ (بدون روغن یا باقیمانده).
- آیا پارامترهای لیزر تنظیم شده است؟ (ژول ها و اندازه نقطه را بررسی کنید).
- آیا گاز آرگون جریان دارد؟ (جلوگیری از اکسیداسیون).
- آیا پوشش با رزین مطابقت دارد؟ (به عنوان مثال، کروم برای PVC).
سوالات متداول: تعمیر قالب تزریق
هزینه جوش لیزری برای تعمیر قالب معمولا چقدر است؟
هزینه از جوشکاری لیزری برای تعمیر قالب به طور کلی از 200 تا 2000 دلار در هر جلسه تعمیر، بسته به پیچیدگی هندسه و حجم مواد مورد نیاز. این نشان دهنده صرفه جویی قابل توجهی است، زیرا معمولاً فقط هزینه دارد 5% تا 15% قیمت قالب جایگزین
آیا می توانید قالبی را جوش دهید که قبلاً سطحی کار شده است؟
بله، اما پوشش سطح باید برداشته شود ابتدا در منطقه تعمیر پوشش هایی مانند هارد کروم یا TiN قبل از جوشکاری باید از طریق حکاکی شیمیایی یا سنگ زنی دقیق پاک شود. جوش مستقیم روی یک پوشش باعث می شود آلودگی ، منجر به جوش شکننده و اتصال ضعیف می شود.
بهترین درمان سطحی برای پلاستیک های ساینده چیست؟
برای پلاستیک های تقویت شده با الیاف شیشه یا مواد معدنی، نیترید تیتانیوم (TiN) یا کربن الماس مانند (DLC) بهترین درمان های سطحی هستند. این پوشش های PVD سختی سطحی بیش از حد را فراهم می کنند 80 HRC ، که به طور موثر در برابر اثر سندبلاست رزین های ساینده مقاومت می کند.
تعمیر جوش لیزری معمولی چقدر طول می کشد؟
اکثر تعمیرات جزئی جوش لیزری را می توان در آن تکمیل کرد 2 تا 4 ساعت از جمله آماده سازی و تمیز کردن. اگر تعمیر نیاز به پرداخت گسترده پس از جوشکاری یا عملیات سطح ثانویه مانند پوشش PVD داشته باشد، زمان کل تولید معمولاً 24 الی 72 ساعت .
آیا جوش لیزری باعث تاب برداشتن قالب می شود؟
نه، جوش لیزری باعث تاب برداشتن نمی شود زمانی که به درستی اجرا شود زیرا لیزر یک پرتو بسیار متمرکز با الف حداقل منطقه متاثر از گرما (HAZ) ، بخش عمده ای از قالب در دمای اتاق باقی می ماند و یکپارچگی ساختاری و تحمل ابعادی ابزار حفظ می شود.
تفاوت جوش تیگ با لیزر برای قالب ها چیست؟
تفاوت اولیه این است ورودی گرما .
- جوشکاری TIG از یک قوس با حرارت بالا استفاده می کند که یک HAZ بزرگ ایجاد می کند و اغلب نیاز به بازپخت و سخت شدن مجدد کل قالب دارد.
- جوش لیزری از یک پرتو نور دقیق استفاده می کند که یک حوضچه ذوب میکروسکوپی ایجاد می کند و امکان تعمیر ابزارهای تمام شده و سخت شده را بدون تأثیر بر مواد اطراف فراهم می کند.
چگونه سیم جوش لیزری صحیح را انتخاب کنم؟
شما باید با ترکیب شیمیایی مطابقت داشته باشد سیم جوش به فولاد قالب پایه. به عنوان مثال استفاده کنید سیم H13 برای فولاد ابزار H13 . استفاده از سیم نادرست می تواند منجر به "خطوط شاهد" یا "شباح" پس از صیقل دادن قالب شود که به صورت نقص در قطعات پلاستیکی نهایی ظاهر می شود.
جدول مرجع سریع: راه حل های تعمیر بر اساس نقص
| نوع نقص | تعمیر توصیه شده | چرا؟ |
|---|---|---|
| فلش خط جدایی | جوش لیزری (P20/H13) | لبه های تیز را با اعوجاج صفر بازسازی می کند. |
| خوردگی پی وی سی اسیدی | نیکل الکترولس Plating | 100% مانع شیمیایی در تمام حفره ها ایجاد می کند. |
| شستشوی دروازه | پوشش قلع جوش لیزری | بازیابی ابعاد و افزایش مقاومت در برابر سایش. |
| امتیازدهی پین اجکتور | DLC میکرو پولیش | اصطکاک را برای جلوگیری از گرفتگی پین کاهش می دهد. |

