
خلاصه
گریدهای پلیمری مقاوم در برابر شعله (FR) در کاربردهای خودرو، الکترونیک، برق و ساخت و ساز مشخص میشوند - اما آنها چالشهای پردازش و خطرات ابزارسازی را معرفی میکنند که در گریدهای استاندارد وجود ندارد. افزودنیهای FR پنجرههای فرآیند را باریک میکنند، خورندگی را برای قالبگیری فولاد افزایش میدهند، بر روی سطح تأثیر میگذارند و جریانهای بازیافت را پیچیده میکنند. این راهنما سیستم رتبهبندی UL94 را به تفصیل پوشش میدهد، توضیح میدهد که چگونه هر شیمی اصلی FR با تجهیزات و ابزار قالبگیری تزریقی تعامل دارد، و مشخصات عملی برای طراحی قالب و انتخاب فولاد هنگام اجرای مواد FR ارائه میکند.
1. چرا تاخیر در شعله در قالب گیری تزریقی مهم است
پلاستیک ها می سوزند. اکثر ترموپلاستیک های مهندسی - ABS، PP، PA، PC - ذاتا قابل احتراق هستند، با شاخص های اکسیژن محدود (LOI) 17-28٪. در کاربردهایی که خطر اشتعال وجود دارد - محفظههای الکتریکی، محفظههای باتری EV، لوازم الکترونیکی مصرفی، فضای داخلی هواپیما، پانلهای ساختمانی - پلیمرهای اصلاحنشده نمیتوانند مقررات ایمنی آتشسوزی را رعایت کنند.
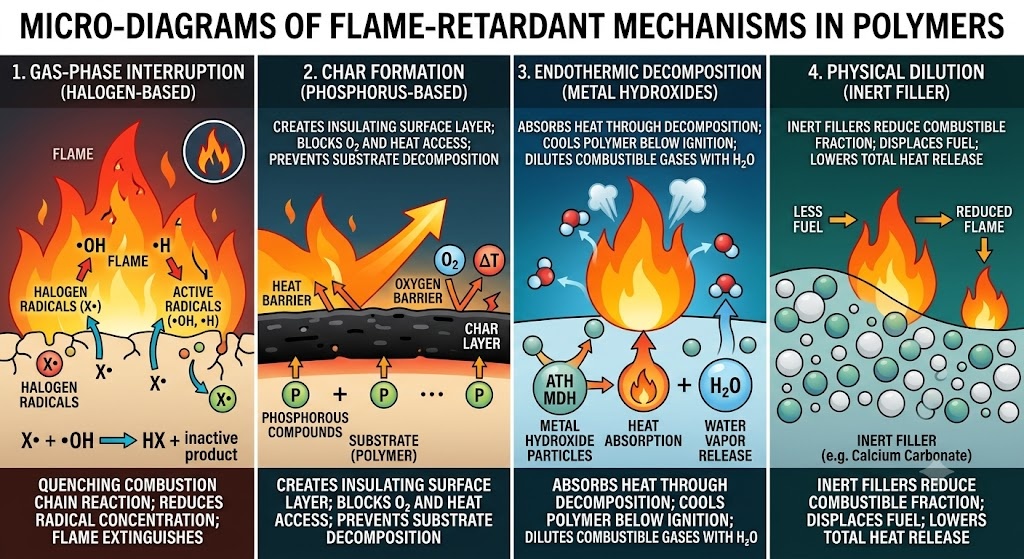
بازدارنده های شعله با یک یا چند مکانیسم این مشکل را برطرف می کنند:
- قطع شدن فاز گاز - رادیکال های FR واکنش زنجیره ای احتراق را در منطقه شعله خاموش می کنند (سیستم های مبتنی بر هالوژن)
- تشکیل کاراکتر - شیمی FR یک لایه سطحی کربنی را تقویت می کند که بستر را از شعله عایق می کند (سیستم های تشدید کننده مبتنی بر فسفر)
- تجزیه گرماگیر - افزودنی FR گرما را از طریق تجزیه جذب می کند و بستر را در زیر دمای اشتعال خنک می کند (هیدروکسیدهای فلزی: ATH, MDH)
- رقیق سازی فیزیکی - پرکننده بی اثر کسر قابل احتراق ترکیب را کاهش می دهد
چالش برای قالبگیر تزریقی این است که این مکانیسمها توسط گرما فعال میشوند - همان محرکی که فرآیند قالبگیری را هدایت میکند. افزودنی های FR که از نظر حرارتی به اندازه کافی پایدار هستند تا در بشکه زنده بمانند، اما به اندازه کافی واکنش پذیر هستند تا در آتش سوزی عمل کنند، یک پنجره مهندسی باریک با پیامدهای مستقیم برای پردازش و ابزارسازی را نشان می دهند.
2. سیستم رتبه بندی UL94: طبقه بندی ها در واقع به چه معنا هستند
UL94 (استاندارد آزمایشهای اشتعالپذیری مواد پلاستیکی برای قطعات در دستگاهها و لوازم خانگی) مرجع جهانی اولیه برای طبقهبندی اشتعال پذیری پلاستیک است. درک اینکه هر رتبه چه چیزی را می طلبد - و چه چیزی را نمی طلبد - برای مشخصات صحیح ضروری است.
2.1 بررسی اجمالی روش تست
آزمایشهای UL94 بر روی نمونههای قالبگیری شده انجام میشود، نه مواد خام. هندسه نمونه مهم است: استاندارد دسته بندی ضخامت را مشخص می کند (معمولاً 0.8 میلی متر، 1.6 میلی متر، 3.2 میلی متر)، و رتبه بندی ها به ضخامت بستگی دارد. ماده ای که دارای درجه بندی V-0 در 3.2 میلی متر است، ممکن است تنها در 0.8 میلی متر به V-2 برسد.
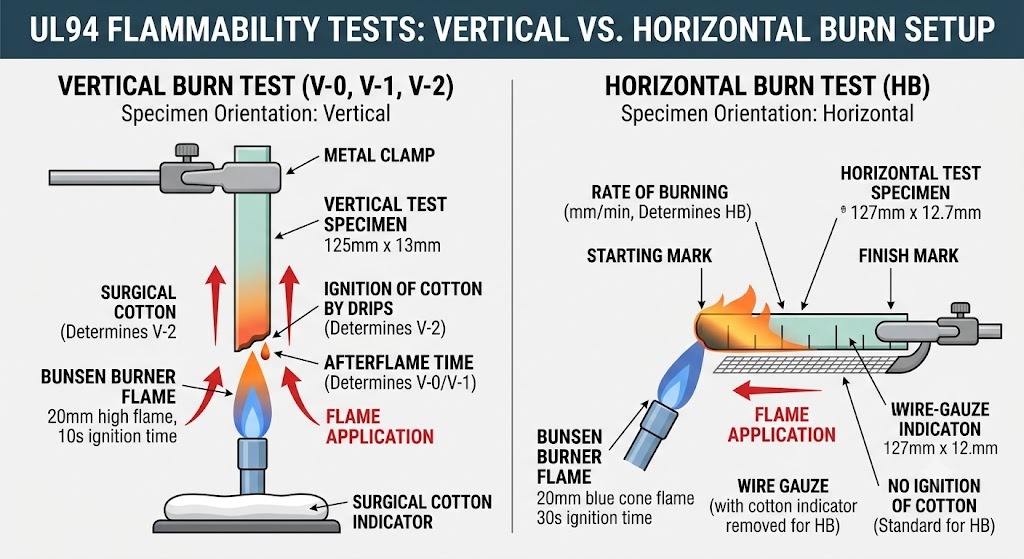
دو سری تست اولیه:
تست های سوختگی عمودی (V-0، V-1، V-2، 5 VA، 5 ولت): یک نمونه 125 میلی متر × 13 میلی متر به صورت عمودی نگه داشته می شود و به مدت دو بازه 10 ثانیه ای در معرض شعله مشخص قرار می گیرد. چکه کردن، زمان پس از شعله و احتراق نشانگر پنبه ای در زیر نمونه، درجه بندی را تعیین می کند.
تست سوختگی افقی (HB): یک نمونه 127 میلی متر × 12.7 میلی متر به صورت افقی نگه داشته می شود. این پایین ترین طبقه بندی است - اکثر پلیمرهای کالایی بدون عملیات FR به HB در ضخامت کافی دست می یابند.
2.2 معیارهای طبقه بندی
| رتبه بندی | پس شعله ≤ (هر برنامه) | کل پس شعله ≤ (5 نمونه) | چکه کردن پنبه را مشتعل می کند؟ | پس درخشش ≤ | یادداشت ها |
|---|---|---|---|---|---|
| V-0 | 10 ثانیه | 50 ثانیه | خیر | 30 ثانیه | دقیق ترین عمودی |
| V-1 | 30 ثانیه | 250 ثانیه | خیر | 60 ثانیه | عمودی طبقه متوسط |
| V-2 | 30 ثانیه | 250 ثانیه | بله مجاز است | 60 ثانیه | چکیدن مجاز است |
| 5VA | - | - | خیر | - | خیر burn-through on plaque; more stringent than V-0 |
| 5VB | - | - | خیر | - | سوختن روی پلاک مجاز است. سختگیرتر از V-1 |
| HB | ≤ 76 میلی متر در دقیقه (> 3 میلی متر) می سوزد یا خاموش می شود | - | N/A | - | کمترین اکثر کالاهای پلاستیکی |
2.3 رتبه بندی در عمل: آنچه که تنظیم کننده ها و OEM ها در واقع مشخص می کنند
| برنامه | حداقل UL94 مورد نیاز | یادداشت ها |
|---|---|---|
| محفظه های لوازم الکترونیکی مصرفی (IEC 62368-1) | V-1 یا V-0 | بستگی به ضخامت دیوار و منبع حرارت داخلی دارد |
| محفظه باتری EV و محفظه های BMS | V-0 در ≤1.6 میلی متر | اغلب توسط الزامات فرار حرارتی خاص OEM تقویت می شود |
| کانکتورهای الکتریکی خودرو (USCAR-2) | V-0 در ≤0.8 میلی متر | دیوار بسیار نازک - گزینه های مواد را به طور قابل توجهی باریک می کند |
| محفظه لوازم خانگی (IEC 60335) | V-1 یا V-0 | وابسته به دسته |
| محفظه های برق صنعتی (IEC 61439) | V-0 یا 5VA | 5 VA به طور فزاینده ای برای محفظه های بزرگ مشخص می شود |
| اجزای داخلی هواپیما (FAR 25.853) | خیرt UL94 — uses OSU heat release and vertical bunsen tests | UL94 برای هوافضا کافی نیست |
| ساختمان و ساخت و ساز (EN 13501) | سیستم Euroclass B-E، نه UL94 | استاندارد تست متفاوت به طور کامل |
نقطه بحرانی: رتبهبندیهای UL94 توسط تامینکنندگان برای رنگها، ضخامتها و گواهیهای لات گزارش میشوند. یک محفظه PC/ABS مشکی که به V-0 می رسد V-0 را در سفید یا طبیعی تضمین نمی کند - تعامل افزودنی FR با سیستم های رنگدانه بر عملکرد تأثیر می گذارد و کارت زرد UL94 رنگ های تأیید شده را به صراحت فهرست می کند.
3. عمده خانواده های شیمی FR و مشخصات پردازش آنها
3.1 بازدارنده های شعله هالوژنه (برم دار / کلردار)
مکانیسم: رادیکال های هالوژن واکنش زنجیره ای احتراق را در فاز گاز قطع می کنند. بسیار موثر در سطوح بارگذاری پایین (5-15 phr)، V-0 را با حداقل تاثیر بر خواص مکانیکی قادر میسازد.
سیستم های رایج:
- دکابرومودی فنیل اتان (DBDPE) هم افزایی آنتیموان تری اکسید - ABS، HIPS، PA
- الیگومرهای تترابرومبیسفنول A (TBBPA) - ترکیبات PC/ABS
- پارافین های کلر - کاربردهای کالایی کم هزینه
رفتار پردازش:
- پایداری حرارتی تا 280 تا 300 درجه سانتیگراد در اکثر فرمولها - سازگار با دمای پردازش ABS، PA66، PC
- در دمای بالای 300 درجه سانتیگراد، تولید گاز HBr/HCl به شدت تسریع میشود. بیش از حد دمای بشکه باعث انتشار گاز خورنده می شود
- تمیز کردن با یک حامل خنثی (HDPE یا PP) هنگام خاموش کردن اجباری است - مواد برم دار به دام افتاده تخریب می شوند و به سطوح بشکه و پیچ حمله می کنند.
- خورنده به فولاد ابزار استاندارد: HBr و HCl تولید شده در هر حمله انحراف فرآیند P20 و H13. در شرایط عادی شدید نیست اما در تولید با حجم بالا تجمع می یابد
مفاهیم ابزار:
- فولاد حفره ای استاندارد P20 برای فرآیندهای به خوبی کنترل شده قابل قبول است
- آبکاری (کروم سخت یا نیکل الکترولس) توصیه می شود برای حجم بالا یا هر فرآیندی که نزدیک به حد دمای بالایی انجام می شود
- پروتکل پاکسازی باید در دستورالعملهای فرآیند مستند شود - قسمتهای سوختن ناشی از فلاش باعث ایجاد حفرههای خوردگی موضعی در دروازهها و دریچهها میشوند.
وضعیت نظارتی: لیست REACH SVHC شامل چندین ترکیب FR برومه شده است. دستورالعمل RoHS PBB و PBDE را محدود می کند. DBDPE در حال حاضر در اتحادیه اروپا و ایالات متحده بدون محدودیت است، اما در معرض بررسی مداوم است. فقط نمرات مطابق با REACH/RoHS را مشخص کنید - اعلامیه تامین کننده را سالانه تأیید کنید.
3.2 بازدارنده های شعله بر پایه فسفر (بدون هالوژن)
مکانیسم: تشکیل لایه زغال سنگ روی سطح پلیمر را تقویت می کند، دسترسی به اکسیژن را از نظر فیزیکی مسدود می کند و زیرلایه را عایق می کند. برخی از سیستم های فسفر نیز فعالیت فاز گازی دارند.
سیستم های رایج:
- رزورسینول بیس (دی فنیل فسفات) (RDP) - ترکیبات PC/ABS (سیستم اولیه برای V-0 PC/ABS بدون هالوژن)
- دی اتیل فسفینات آلومینیوم (AlPi، سری Clariant Exolit® OP) - PA6، PA66، PBT
- ملامین پلی فسفات (MPP) - PA6، PA66
- فسفر قرمز - PA، PBT (در حال حاضر به ندرت استفاده می شود به دلیل خطرات حمل و نقل)
رفتار پردازش:
- RDP در PC/ABS: ویسکوزیته مذاب را کاهش می دهد (در دمای پردازش به عنوان نرم کننده عمل می کند) → خطر فلاش را افزایش می دهد ، حاشیه نیروی گیره را کاهش می دهد
- AlPi در گریدهای PA: پایداری حرارتی تا 320 درجه سانتی گراد، اثر ویسکوزیته حداقل - سازگارترین سیستم FR در حال حاضر موجود است
- MPP در PA: پایداری متوسط. دمای بالای 290 درجه سانتیگراد باعث تولید بخار آمونیاک و ملامین می شود تاول های سطحی و رگه های نقره ای - دمای مذاب را در انتهای پایین محدوده PA نگه دارید
- همه سیستمهای فسفر: جذب رطوبت در انبار باعث کاهش عملکرد و ایجاد رگههای اسپری/نقرهای میشود. مشخصات خشک کردن سخت تر از نمرات پر نشده است
نیازهای خشک کردن (گریدهای فسفر FR):
| پلیمر پایه | درجه استاندارد خشک کردن | درجه خشک کردن FR | یادداشت های اضافی |
|---|---|---|---|
| PA6 | 80 درجه سانتیگراد / 4 ساعت | 85 درجه سانتیگراد / 6-8 ساعت | درجه های MPP به خصوص حساس به رطوبت |
| PA66 | 85 درجه سانتیگراد / 4 ساعت | 90 درجه سانتیگراد / 6 تا 8 ساعت | درجه های AlPi بخشنده تر است |
| PBT | 120 درجه سانتیگراد / 4 ساعت | 130 درجه سانتیگراد / 5 تا 6 ساعت | FR PBT بسیار حساس به رطوبت است |
| PC/ABS | 90 درجه سانتیگراد / 3-4 ساعت | 95 درجه سانتیگراد / 4 تا 6 ساعت | RDP در فضای ذخیرهسازی منتقل میشود - بلافاصله پس از باز کردن استفاده کنید |
مفاهیم ابزار:
- مهاجرت RDP: در PC/ABS با RDP، استر فسفات می تواند در طول زمان به سطح قطعه و حفره قالب مهاجرت کند. این باعث می شود:
- تجمع رسوب قالب بر روی سطوح حفره (بقایای سفید یا زرد) که بسته به شرایط اجرا نیاز به تمیز کردن هر 50000 تا 150000 شات دارند
- کاهش براقیت سطح در صورتی که قالب تمیز نشود - برای سطوح کلاس A بسیار مهم است
- فولاد ضد زنگ (S136) یا P20 با روکش کروم سخت چسبندگی رسوب را کاهش می دهد و تمیز کردن را ساده می کند.
- نمرات AlPi در PA ابزاری ترین سیستم FR هستند - حداقل رسوب، حداقل خوردگی
3.3 بازدارنده های شعله مبتنی بر نیتروژن (سیستم های ملامینه)
مکانیسم: در درجه اول رقت فاز گاز از طریق انتشار نیتروژن. هنگامی که با فسفر (سیستمهای تحریککننده) ترکیب میشود، مقداری کاراکتر افزایش مییابد.
سیستم های رایج:
- ملامین سیانورات (MC) - PA6، PA66 (V-2 قابل دستیابی، V-0 مشکل بدون هم افزایی)
- ملامین پلی فسفات (MPP) - PA6، PA66 (V-0 achievable in combination)
- سیستم های تشدید کننده (APP pentaerythritol melamine) - PP، PE (عمدتا برای کاربردهای کابل و فیلم بدون هالوژن)
رفتار پردازش:
- MC در PA: در دمای 320 درجه سانتیگراد تجزیه می شود و اسید ایزوسیانیک و بخار ملامین آزاد می کند. حد بالایی سخت در دمای مذاب 290 درجه سانتیگراد برای ترکیبات PA66/MC
- تصعید ملامین در سطح حفره قالب رسوبات پودری سفید را تشکیل می دهد - نیاز به تمیز کردن مکرر حفره دارد.
- سیستم های PP تشدید کننده: بسیار حساس به برش. سرعت های تزریق بالا باعث جدا شدن و رگه شدن اجزای FR می شود
مفاهیم ابزار:
- رسوبات سابلیمیت ملامین تهاجمی ترین مشکل رسوب قالب در دسته درجه FR است
- حفرههای دارای روکش کروم یا با روکش PVD به طور چشمگیری چسبندگی رسوب را کاهش میدهند - فاصله نگهداری 2 تا 3× بیشتر از بدون پوشش
- انسداد دریچه از رسوبات یک خطر قابل توجه است - دریچه ها باید برای دسترسی طراحی شوند و در یک برنامه زمانی مشخص تمیز شوند (معمولا هر 30000 تا 80000 شات).

3.4 بازدارنده های شعله هیدروکسید فلز (ATH، MDH)
مکانیسم: تجزیه گرماگیر باعث آزاد شدن بخار آب، خنک شدن بستر و رقیق شدن گازهای قابل احتراق می شود. بدون هالوژن، بدون فسفر، بدون نیتروژن - تمیزترین ماده شیمیایی از دیدگاه فرآورده فرعی.
سیستم های رایج:
- تری هیدرات آلومینیوم (ATH) - در دمای 180-200 درجه سانتیگراد تجزیه می شود. محدودیت استفاده برای پلیمرهای پردازش شده در دمای زیر 200 درجه سانتیگراد (EVA، LDPE، PVC)
- دی هیدروکسید منیزیم (MDH، بروسیت) - در دمای 300-320 درجه سانتیگراد تجزیه می شود. قابلیت اجرا را به PP، PA6 گسترش می دهد
رفتار پردازش:
- بارگذاری بسیار زیاد مورد نیاز (40 تا 65 درصد وزنی) برای رسیدن به V-0 - به طور چشمگیری چگالی ترکیب را افزایش می دهد و خواص مکانیکی را کاهش می دهد.
- بارگذاری پرکننده بالا ویسکوزیته مذاب را به طور قابل توجهی افزایش می دهد - فشار تزریق بالاتر مورد نیاز، زمان پر شدن طولانی تر
- ساینده برای پیچ ها، بشکه ها و حفره های قالب - میزان سایش بالاست ، مشابه گریدهای پر شده با شیشه
- ترکیبات MDH/ATH در مقایسه با سیستم های هالوژن/فسفر دارای راندمان بهبود LOI بسیار پایینی در هر واحد بارگذاری هستند - به ندرت در جاهایی که V-0 در دیوار نازک مورد نیاز است استفاده می شود.
مفاهیم ابزار:
- برای اهداف سایش، معادل GF30-GF40 رفتار کنید
- درج گیت سخت شده (≥52 HRC) اجباری است
- طراحی رانر و دروازه باید برش (قطرهای بزرگتر از معادل پر نشده) را برای جلوگیری از تجمع پرکننده و فرسایش دروازه به حداقل برساند.
- فولاد حفره ای: H13 یا فولاد ابزار سخت شده معادل - P20 برای تولید ATH/MDH با حجم بالا حاشیه ای است.
4. پردازش تنظیمات پارامتر برای نمرات FR
جدول: تنظیمات پنجره فرآیند در مقابل پلیمر پایه
| پارامتر | جهت | بزرگی | منطق |
|---|---|---|---|
| دمای ذوب | پایین تر | 5-20 درجه سانتیگراد کمتر از استاندارد | جلوگیری از تجزیه حرارتی FR |
| زمان اقامت بشکه | به حداقل رساندن | طراحی برای کمتر از 5 دقیقه حداکثر | تخریب بستگی به زمان × دما دارد |
| سرعت تزریق | کاهش دهید | 10-20٪ | کاهش تجزیه ناشی از برش؛ کاهش خطر فلاش (RDP) |
| فشار پشت | کاهش دهید | 10-20٪ below standard | کاهش تولید گرمای برشی |
| سرعت پیچ | کاهش دهید | 10-15٪ دور در دقیقه | همان منطق |
| پروتکل پاکسازی | اجباری | هر بار خاموش شدن | جلوگیری از تخریب خورنده بین اجراها |
| خشک کردن | دما و زمان را افزایش دهید | به جدول در بخش 3.2 مراجعه کنید | درجه FR نسبت به رطوبت حساس تر است |
| دمای قالب | پایین تر end of range | جایی که ممکن است | کاهش تشکیل رسوب (سیستم های ملامینه) |
| دمای دونده داغ | حداقل قابل اجرا | تا جایی که پر شدن اجازه می دهد | بحرانی ترین منطقه برای تخریب FR |
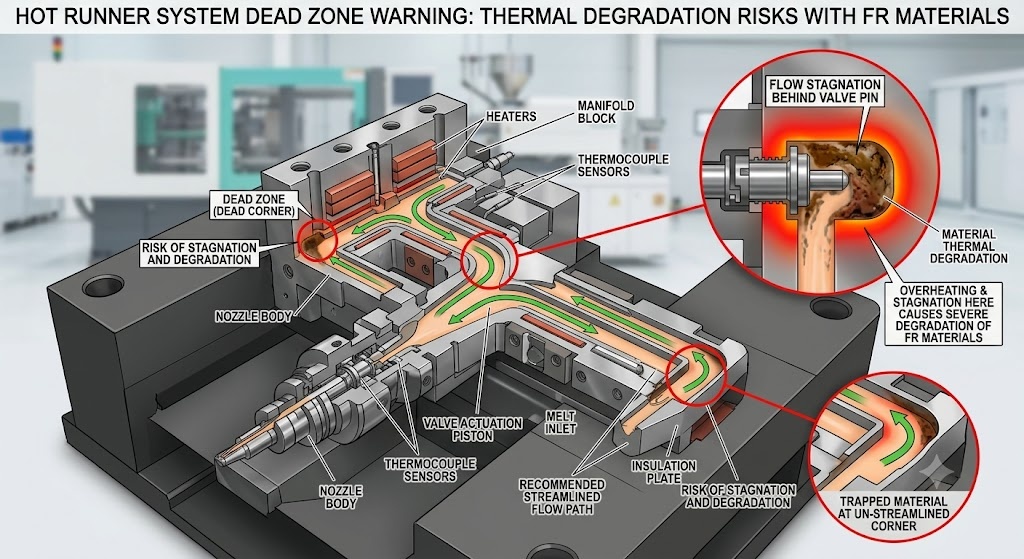
ملاحظات دونده داغ
دونده های داغ بیشترین خطر را برای تخریب مواد FR دارند. منیفولد و نوک نازل مذاب را به طور مداوم در دما حفظ می کنند - و در مناطق مرده (پشت ساقه دریچه ها، در خم های منیفولد با طراحی ضعیف)، زمان ماند می تواند 30 تا 60 دقیقه باشد. این برای تخریب بیشتر سیستم های FR کافی است.
الزامات اجباری طراحی دونده داغ برای درجه های FR:
- هندسه منیفولد خط کامل (بدون گوشه های مرده) - برای تامین کننده دونده داغ مشخص کنید
- حداقل حجم منیفولد مطابق با الزامات پر کردن - منیفولدهای بزرگ زمان اقامت را افزایش می دهند
- کنترل دمای منطقه مستقل در هر نازل - امکان مدیریت دقیق حداقل دما را فراهم می کند
- دریچه سوپاپ بر دروازه باز ترجیح داده می شود - امکان خاموش شدن مثبت در طول توقف تولید را فراهم می کند
- کاهش دما در زمان خاموش شدن: در هر توقف تولید > 5 دقیقه بلافاصله به 150-170 درجه سانتیگراد کاهش دهید.
5. انتخاب تیمار فولاد قالب و سطح
جدول: فولاد قالب پیشنهادی توسط FR Chemistry
| سیستم FR | پلیمر پایه | فولاد حفره ای | هسته فولادی | درج دروازه | درمان سطحی | یادداشت ها |
|---|---|---|---|---|---|---|
| برم دار (DBDPE) | ABS، HIPS | P20 یا S136 | P20 | H13 سخت شده | روکش کروم سخت یا EN | آبکاری برای حجم بالا حیاتی است |
| RDP (استر فسفات) | PC/ABS | S136 ترجیح داده می شود | P20 | S136 | آبکاری PVD یا EN | کمترین میزان چسبندگی را در S136 نشان دهید |
| AlPi (فسفینات آلومینیوم) | PA، PBT | P20 یا H13 | P20 | H13 | کروم اختیاری | ابزار مناسب ترین سیستم FR |
| ملامین (MC، MPP) | PA6، PA66 | P20 کروم یا S136 | P20 | H13 | هارد کروم اجباری | رسوبات تصعید شدید بدون پوشش |
| ATH / MDH (هیدروکسید فلز) | PP، PA، EVA | H13 سخت شده | H13 | H13 یا کاربید | کروم یا پی وی دی | به عنوان ترکیب پرکننده ساینده رفتار کنید |
| ذاتی (PPS، PEEK) | PPS، PEEK | S136 یا 420SS | S136 | S136 | اختیاری | خورنده در دمای مذاب؛ خطر خوردگی فولاد پایه |
مقایسه عملکرد درمان سطحی برای کاربردهای FR
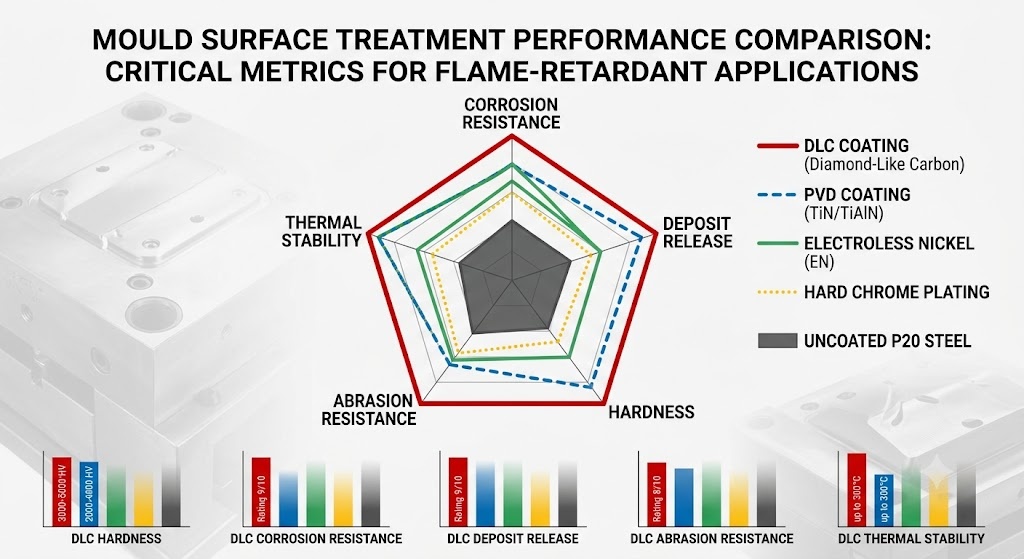
| درمان | مقاومت در برابر خوردگی | آزادسازی سپرده | سختی (HV) | حداکثر دما | حق بیمه هزینه |
|---|---|---|---|---|---|
| آبکاری کروم سخت | خوب | متوسط | 900–1100 | 400 درجه سانتی گراد | 15-25٪ |
| نیکل الکترولس (EN) | عالی | خوب | 500-700 | 260 درجه سانتی گراد | 10-20٪ |
| PVD (TiN، TiAlN) | خوب | خوب–Excellent | 2000-3300 | 400-600 درجه سانتیگراد | 20-35٪ |
| DLC (کربن الماس مانند) | عالی | عالی | 3000-5000 | 300 درجه سانتی گراد | 30-50٪ |
| P20 بدون روکش | بیچاره | بیچاره | 300-350 | - | پایه |
پوشش DLC بهترین عملکرد رهاسازی رسوب را برای گریدهای FR سیستم ملامینه ارائه می دهد - به ویژه برای تولید محفظه PC/ABS و PA با حجم بالا که در آن زمان خرابی تمیز کردن حفره قابل توجه است.
6. طراحی دریچه برای نمرات FR
ترکیبات مقاوم در برابر شعله گاز خروجی بیشتری نسبت به گریدهای پر نشده تولید می کنند - محصولات جانبی تجزیه، رطوبت ناشی از هیدروکسیدهای فلزی و افزودنی های فرار همگی گازی را ایجاد می کنند که باید از حفره خارج شود. تهویه ناکافی علل:
- سوختن اثر دیزل در مکان های آخرین پر شدن - رسوبات زغال سنگ که اغلب به اشتباه به عنوان سرخ شدن دروازه یا تخریب مواد تشخیص داده می شوند
- عکس های کوتاه از فشار معکوس گاز در مقاطع ضخیم
- تاول زدن سطحی از رطوبت به دام افتاده یا اجزای فرار FR
توصیه های عمق دریچه برای درجات FR
| مواد / سیستم FR | عمق دریچه (زمین، میلی متر) | عرض دریچه (میلی متر) | عمق تخلیه هوا (میلی متر) | فاصله تمیز کردن |
|---|---|---|---|---|
| ABS / FR برومه دار | 0.012-0.018 | 5-8 | 0.5 | هر 100000 شات |
| PC/ABS / RDP | 0.010-0.015 | 5-8 | 0.5 | هر 80000 شات |
| PA66 / AlPi | 0.010-0.015 | 4-6 | 0.3 | هر 120000 شات |
| PA6 / ملامین | 0.008-0.012 | 4-6 | 0.3 | هر 30000 تا 50000 شات |
| PP / ATH تشدید کننده | 0.015-0.020 | 6-10 | 0.5 | هر 80000 شات |
| PPS (FR ذاتی) | 0.005-0.008 | 3-5 | 0.2 | هر 150000 شات |
ترکیبات FR مبتنی بر ملامین تهاجمی ترین رفتار رسوب زدایی دریچه را دارند. یک قالب تولیدی که با PA6/MC اجرا میشود و طبق برنامه تمیز نمیشود، دریچههای آن در 50000 شات مسدود میشود - که منجر به سوختن، عکسهای کوتاه و رد قطعه میشود.
توصیه طراحی: برای گریدهای FR با تمایل به خروج گاز بالا (ملامین، سیستمهای تشدید کننده)، دریچهها را به عنوان درجهای قابل تعویض در صورت امکان طراحی کنید. این اجازه می دهد تا در حالی که قالب با یک مجموعه یدکی تمیز به کار خود ادامه می دهد، دریچه را به صورت آفلاین تمیز کنید.
7. ملاحظات کیفیت و انطباق
7.1 تأیید کارت زرد UL94
رتبه بندی UL94 چاپ شده در برگه اطلاعات مواد، ادعای بازاریابی یک تامین کننده است. منبع معتبر این است پایگاه داده UL Product iQ (کارت زرد سابق) . قبل از تعیین یک ماده FR برای یک برنامه تنظیم شده با UL94، بررسی کنید:
- نمره و لات دقیق با لیست کارت زرد فعلی مطابقت دارد
- این رتبه بندی برای ضخامت دیواره قطعه شما اعمال می شود - بسیاری از مواد در دیوارهای نازک تر، یک کلاس رتبه بندی را از دست می دهند
- رنگ ذکر شده است - سیستم های رنگدانه بر عملکرد FR تأثیر می گذارد
- تاریخ انقضای گواهینامه جاری است - UL آزمایش مجدد دوره ای انجام می دهد و رتبه بندی ها را می توان پس گرفت
7.2 تأثیر رنگ بر عملکرد FR
سیستمهای رنگدانه با افزودنیهای FR به روشهایی تعامل دارند که میتوانند عملکرد را تا یک کلاس کامل UL94 کاهش دهند. کربن سیاه (که در ترکیبات سیاه استفاده می شود) به طور کلی عملکرد FR را بهبود می بخشد - باعث تشکیل زغال می شود. رنگدانه های سفید (TiO2) خنثی تا خفیف منفی هستند. رنگدانه های آلی (به ویژه رنگدانه های آزو زرد و قرمز) می توانند با سیستم های FR فسفر تداخل داشته باشند.
قانون: همیشه عملکرد FR را بر روی رنگ تولید واجد شرایط کنید، نه فقط داده های مرجع طبیعی یا سیاه. اگر مشتری به V-0 در چندین رنگ نیاز دارد، تأیید کارت زرد UL را برای هر رنگ جداگانه دریافت کنید.
7.3 عملکرد خط جوش و خط بافتنی FR
ناحیه خط جوش یک قطعه FR قالبگیری شده با تزریق به طور معمول در مقایسه با بخش عمده، کندی شعله کمتری را نشان میدهد. در ناحیه جوش، الیاف شیشه به موازات جبهه جریان در یک راستا قرار می گیرند و توزیع افزودنی FR می تواند غیر یکنواخت باشد. آزمایش باید شامل نمونه های برش خورده از مناطق خط جوش برای کاربردهایی با الزامات ایمنی آتش سوزی حیاتی باشد.
7.4 دوباره خرد کردن و بازیافت
افزودنی های FR - به ویژه سیستم های هالوژنه - قابلیت بازیافت پایان عمر را پیچیده می کند. سنگ زنی مجدد در فرآیند (اسپرها، رانرها، قطعات رد شده) از ترکیبات FR برم دار به موارد زیر نیاز دارد:
- حداکثر نسبت آسیاب مجدد: 10-15 درصد وزنی - نسبت های بالاتر عملکرد FR را کاهش می دهد و تولید گاز را افزایش می دهد.
- Regrind نباید در خانواده های شیمی FR مخلوط شود - ترکیبات بدون هالوژن آلوده کننده regrind برم دار باعث ایجاد عدم اطمینان در انطباق می شود.
- نسبت مجدد سند در سوابق فرآیند برای قابلیت ردیابی
8. عیب یابی: عیب های رایج درجه FR و علل ریشه ای
| نقص | علت احتمالی مربوط به FR | اقدام اصلاحی |
|---|---|---|
| رگه های نقره ای / اسپلی | رطوبت در ترکیب FR؛ تجزیه FR فرار | افزایش زمان/دمای خشک شدن؛ کاهش دمای مذاب؛ ذخیره مواد را بررسی کنید |
| تغییر رنگ زرد/قهوه ای در دروازه | تجزیه حرارتی FR در نازل رانر داغ | کاهش دمای نازل؛ به حداقل رساندن زمان اقامت؛ دفعات بیشتر پاکسازی کنید |
| رسوبات سفید روی سطح حفره | تصعید ملامین (سیستم های MC/MPP) یا مهاجرت RDP | حفره را با حلال مناسب تمیز کنید. افزایش فرکانس تمیز کردن؛ پوشش DLC را در نظر بگیرید |
| سوختن در محل آخرین پر شدن | تهویه ناکافی؛ گاز خروجی از تجزیه FR | دریچه ها را در محل سوختگی اضافه یا عمیق کنید. کاهش سرعت تزریق |
| فلش (شروع جدید) | RDP به عنوان نرم کننده عمل می کند که ویسکوزیته را کاهش می دهد | کاهش دمای مذاب؛ بررسی مواد MFI در مقابل لات قبلی. کاهش سرعت تزریق |
| کاهش براقیت | رسوبات قالب از مهاجرت FR | حفره تمیز؛ پوشش PVD یا DLC را اعمال کنید |
| عکس های کوتاه (previously stable tool) | دریچه های مسدود شده از رسوبات FR | فورا دریچه ها را تمیز کنید؛ اجرای نگهداری برنامه ریزی شده دریچه |
| لایه لایه شدن / جداسازی لایه | آلودگی مجدد ناسازگار؛ رطوبت | از بین بردن آلودگی مجدد؛ بررسی خشک شدن؛ گواهینامه لات را بررسی کنید |
| شکست تست UL94 در قطعات تولیدی | تغییر رنگ بدون صلاحیت مجدد؛ نسبت دوباره خرد کردن دیوار نازک تر از گواهینامه | صلاحیت مجدد رنگ؛ کاهش دوباره خرد کردن؛ بررسی ضخامت دیوار در مقاطع نازک |
9. نتیجه گیری
گریدهای قالبگیری تزریقی ضد شعله ترکیبی منحصر به فرد از حساسیت فرآیند، تهاجمی ابزار و پیچیدگی انطباق را ارائه میدهند که ترموپلاستیکهای مهندسی استاندارد آن را ندارند. عواقب سوء مدیریت مواد FR فراتر از کیفیت قطعه است - ترکیبات FR تخریب شده می توانند پیچ ها و بشکه ها را خورده کنند، دریچه ها را مسدود کنند، روی حفره ها رسوب کنند و در بدترین حالت گاز سمی در محیط پردازش تولید کنند.
مسیر تولید قابل اعتماد درجه FR سیستماتیک است: شیمی FR مناسب را برای دمای کاربرد و الزامات نظارتی انتخاب کنید، فولاد قالب و تیمارهای سطحی را متناسب با آن شیمی مشخص کنید، خشک کردن و کنترلهای فرآیند سختتر را اجرا کنید، و برنامههای نگهداری پیشگیرانه را ایجاد کنید که ویژگیهای رسوب و سایش سریع ترکیبات FR را در نظر میگیرد. مهندسی این عوامل در مرحله طراحی کسری از آنچه که اصلاح آنها در تولید انجام می دهد هزینه دارد.
مقالات مرتبط:
- قالبگیری تزریقی محفظه باتری EV: PA66 GF50 در مقابل PPS GF40 - معاوضههای مهندسی
- 8 ماده برتر قالب گیری تزریقی برای سال 2026
- راهنمای انتخاب فولاد قالب تزریقی با دقت بالا
- چشمک زدن قالب در قالب گیری تزریقی: علل، پیشگیری و رفع
- دستیابی به سطح بهینه در قالب گیری تزریقی پلاستیک
قالب IMTEC | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, China | [email protected] | 86 153 5648 7586

