
در قالبگیری تزریقی صنعتی مدرن - بهویژه در زنجیرههای تامین خودرو، هوافضا و تجهیزات پزشکی آمریکای شمالی - حرکت به سمت سبکسازی ساختاری و یکپارچهسازی اجزا باعث اتکای بیسابقهای بر پروفیلهای دیواره نازک و ماتریسهای پلیمری پیچیده و تقویتشده با الیاف شده است. در حالی که این پیشرفتها بازده مواد و جرم قابل توجهی را به همراه دارد، خطر شکست مکانیکی موضعی و رد لوازم آرایشی ناشی از خطوط بافتنی و خطوط جوش را بهطور قابلتوجهی تشدید میکند. این رابطهای ساختاری به دور از ایرادات سطحی ساده، ناپیوستگیهای عمیق را در ماتریس قالبگیری شده نشان میدهند که در آن زنجیرههای پلیمری قادر به پخش شدن کافی نیستند. برای محافظت از حاشیه های سخت OEM و حفظ استانداردهای ایمنی مکانیکی دقیق، تولیدکنندگان دیگر نمی توانند اصلاح خط بافتنی را به عنوان مجموعه ای از تنظیمات آزمون و خطا در پرس تلقی کنند. در عوض، تیم های مهندسی باید یک روش مبتنی بر داده را اتخاذ کنند که به طور یکپارچه بازرسی کمی از طبقه فروشگاه را با شبیه سازی پیش بینی پیشرفته و طرح های ابزار بهینه شده پیوند دهد.
شناسایی و بازرسی خطوط بافتنی: انتقال از معیارهای بصری به کمی
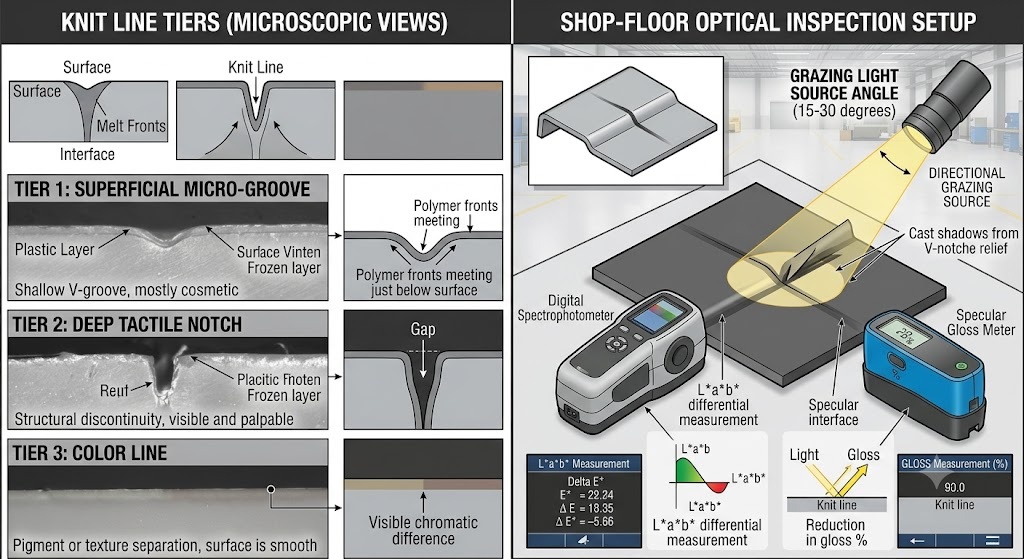
برای ایجاد یک چارچوب کنترل کیفیت قوی، عملیات قالبگیری باید ارزیابیهای بصری ذهنی را حذف کرده و آنها را با معیارهای دقیق و قابل اندازهگیری جایگزین کند. در طبقه تولید، بازرسی بصری سنتی اغلب مسائل مربوط به خطوط بافتنی را از طریق توصیفکنندههای کیفی مبهم دستهبندی میکند. کنترل واقعی فرآیند مستلزم تبدیل این مشاهدات کیفی به متغیرهای دیجیتال و قابل تکرار است. مورفولوژی سطح باید به لایه های فیزیکی متمایز طبقه بندی شود: ریز شیارهای سطحی، بریدگی های عمیق لمسی، و تغییر رنگ موضعی متفاوت. مهندسان با کیفیت با استفاده از تکنیکهای تصویربرداری تخصصی، مانند نورپردازی با زاویه کم و تصویربرداری با کنتراست بالا، میتوانند انحرافات سطح را ترسیم کنند. برای اجزای لوازم آرایشی، اسپکتروفتومترها باید برای ثبت تغییرات رنگی در سرتاسر رابط با استفاده از فضای رنگی استاندارد شده CIELAB استفاده شود، که یک حد آستانه بالایی را ایجاد می کند، مانند Delta E_ab کمتر یا مساوی 0.5. به طور همزمان، براقسنجهای تماسی برای تعیین کمیت کاهشهای براقیت محلی مورد نیاز هستند، و اطمینان حاصل میشود که ناحیه جوش با بافت اسمی در یک مقدار تحمل مشخص مطابقت دارد.
برای اجزای مهندسی باربر یا بحرانی سیال، اندازهگیریهای سطح غیر مخرب تنها نیمی از پروتکل اعتبارسنجی را نشان میدهند. یکپارچگی مکانیکی باید از طریق رژیم های تست مخرب استاندارد شده دقیق تایید شود. پروتکلهای مهندسی باید الزام کنند که میلههای آزمایش کششی (مطابق با ASTM D638 یا ISO 527) مستقیماً از اجزای تولید برداشت شوند، با خط کشباف دقیقاً در مرکز طول سنج. سپس عملکرد مکانیکی این نمونهها با نمونههای پایه یکسانی که بدون رابط قالبگیری شدهاند، برای محاسبه ضریب حفظ مقاومت خط جوش (WRF)، که با معادله متن ساده زیر بیان میشود، محک زده میشود:
در حالی که یک مسکن مصرفکننده زیباییشناسی ممکن است افت قابلتوجهی در استحکام را تحمل کند، به شرطی که تنوع رنگ ناچیز باشد، اجزای حیاتی زیر کاپوت خودرو یا منیفولدهای مایع پزشکی اغلب آستانههای کیفی سختی را اعمال میکنند و هر دستهای را که کمتر از 90 درصد یا 95 درصد ارزش حفظ شود، رد میکنند. اگر یک خط جوش به زیر این آستانه های از پیش تعیین شده کاهش یابد، مهندسان کیفیت باید یک چک لیست بازرسی 4 مرحله ای فوراً در طبقه کارگاه را اجرا کنند:
- با استفاده از پروب های حرارتی کالیبره شده دمای واقعی مذاب و حفره قالب را بررسی کنید.
- مشخصات عمق لمسی را با استفاده از پروفیلومتر سطحی مستند کنید.
- ارجاع متقابل وزن قطعه موضعی در برابر محدودیت های اسمی برای بررسی زیر بسته بندی.
- اگر خرابی ادامه داشت، نمونههایی را برای برش متالوگرافی مقطعی یا میکروسکوپ الکترونی روبشی (SEM) استخراج کنید تا از نظر وجود مواد فرار میکروسکوپی به دام افتاده یا ناهماهنگی فیبر موضعی در امتداد سطح شکست بررسی شود.
علل ریشهای و شبیهسازی پیشبینیکننده: اتصال فیزیک به بینشهای عملی
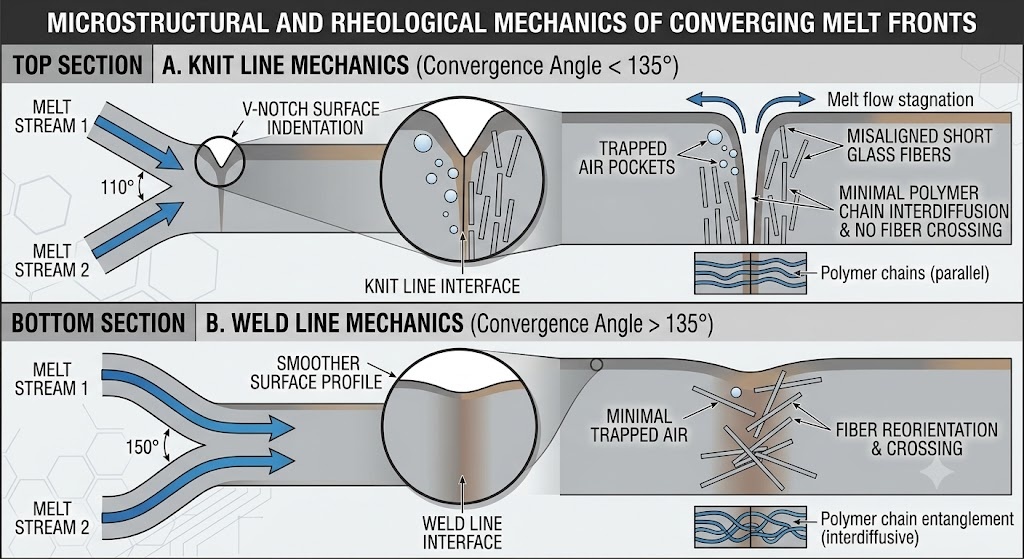
وقتی دو یا چند جبهه مذاب پلیمری متمایز در داخل حفره قالب با زاویه همگرایی کمتر از 135 درجه به هم می رسند، خط بافتنی تشکیل می شود. هنگامی که زاویه همگرا از این آستانه فراتر رود، مرز از نظر فنی به عنوان یک خط جوش طبقه بندی می شود و به جریان های موازی اجازه می دهد تا به طور طبیعی تر ترکیب شوند. فیزیک اساسی حاکم بر قدرت و دید این رابط کاملاً به وضعیت ترمودینامیکی ماده در طول همگرایی بستگی دارد. همانطور که مذاب در داخل حفره حرکت می کند، تماس با فولاد قالب خنک کننده یک لایه مرزی منجمد ایجاد می کند که به طور مداوم کانال جریان فعال را باریک می کند. اگر دمای مذاب موضعی در نزدیکی نقطه انتقال ماده کاهش یابد، یا اگر فشار تزریق موضعی به دلیل مسیرهای جریان طولانی کاهش یابد، زنجیرههای مولکولی فاقد انرژی حرارتی و نیروی بستهکننده لازم برای عبور از سطح مشترک و انتشار میانی هستند. علاوه بر این، مسیرهای جریان تقسیم ذاتاً تقویتکنندههای ناهمسانگرد، مانند الیاف شیشه کوتاه، را مجبور میکنند تا به موازات مرز ملاقات بچرخند و هرگونه پل مکانیکی در سراسر اتصال را به طور کامل حذف میکنند.
به جای پرداختن به این پدیده های فیزیکی از طریق اصلاحات گران قیمت آزمون و خطا پس از برش فولاد ابزار، ابزارهای پیشرفته CAE با اجزای محدود (مانند Autodesk Moldflow، Moldex3D، یا Sigmasoft 3D) باید در مرحله طراحی محصول مورد استفاده قرار گیرند. مهندسان باید فراتر از نمودارهای بصری ساده و باینری نگاه کنند و معیارهای تحلیلی کمی را ارزیابی کنند. خروجی های کلیدی شبیه سازی شامل ردیابی نقاط رکود بردار سرعت، شناسایی افت دمای موضعی در محل اتصال، و استخراج عددی شاخص شدت خط جوش (VHI) است. یک روش بسیار قابل اعتماد برای ارزیابی یکپارچگی سازه شامل نگاشت تانسورهای جهت گیری فیبر پیش بینی شده به طور مستقیم از شبیه سازی تزریق به بسته های ساختاری پایین دستی FEA است که به طراحان اجازه می دهد غلظت های تنش موضعی را تحت بارهای مکانیکی دنیای واقعی شبیه سازی کنند. برای اطمینان از پیشبینی دقیق، مدلهای شبیهسازی باید از مشهای سهبعدی بسیار تصفیهشده متشکل از حداقل 10 تا 12 لایه در بخشهای دیوار نازک، همراه با دادههای مشخصهبندی مواد تأیید شده و پارامترهای دقیق پاسخ ماشین استفاده کنند.
برای تبدیل این عیبیابی مجازی CAE به راهحلهای کاربردی، تیمهای مهندسی باید از درخت تصمیمگیری تشخیصی استاندارد پیروی کنند. هنگامی که یک شبیه سازی نشان دهنده خطر غیرقابل قبول خط بافتنی است، مهندس باید به جای تنظیم پارامترها به صورت تصادفی، متغیرها را به طور سیستماتیک ارزیابی و جدا کند. ابتدا بررسی کنید که آیا اتصال را می توان با تغییر مکان های دروازه به یک منطقه غیر بحرانی منتقل کرد. اگر محدودیتهای هندسی جابجایی دروازه را غیرممکن میکند، گام بعدی ارزیابی مدیریت حرارتی موضعی است و ارزیابی میکند که آیا تنظیمات دمای قالب میتواند پیوند مولکولی را بهبود بخشد یا خیر. در نهایت، اگر تنظیمات حرارتی کافی نباشد، ضخامت دیواره مکانیکی باید برای کاهش مقاومت جریان موضعی و افزایش فشار بستهبندی تغییر داده شود. این روش ساختاریافته تضمین میکند که اصلاحات در ابزار و فرآیندها بر اساس اصول مهندسی صحیح است، چرخههای توسعه را بهطور قابلتوجهی کاهش میدهد و از سفارشهای تغییر مهندسی پرهزینه (ECO) در اواخر چرخه راهاندازی جلوگیری میکند.
استراتژی های طراحی قالب و موقعیت دروازه: کنترل مسیرهای جریان و چیدمان های حرارتی
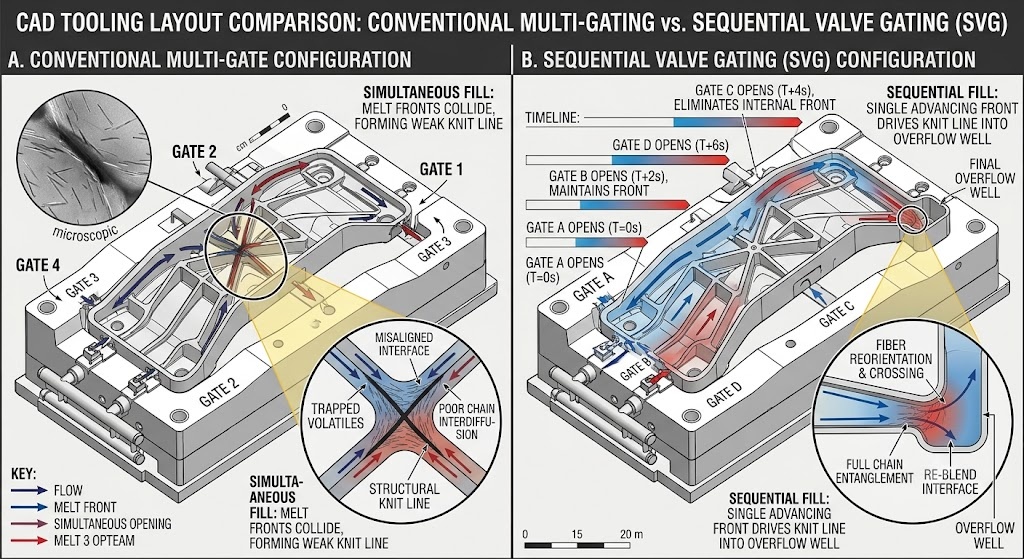
روش اولیه برای حذف یا جابجایی خطوط بافتنی، قرار دادن استراتژیک سیستم دروازه ابزار است. انتخاب هندسه گیت - چه با استفاده از دریچههای مستقیم شیر، دروازههای لبه یا گیتهای فن - الگوی پر شدن اولیه را دیکته میکند و مستقیماً نحوه تقسیم و ترکیب جبهههای جریان را در اطراف پینهای هسته یا برشهای داخلی کنترل میکند. هنگام طراحی قطعات پیچیده، مهندسان باید قوانین دقیقی را در مورد فاصله جریان و حداکثر نسبت های مجاز طول جریان به ضخامت دیوار وضع کنند. به عنوان مثال، در لوازم الکترونیکی مصرفی دیوار نازک، یک استراتژی دروازهای شیر متوالی (SVG) اغلب استفاده میشود. با استفاده از پینهای هیدرولیک یا پنوماتیک کنترلشده الکترونیکی برای باز کردن دریچههای دریچهها در یک توالی دقیق و زمانبندیشده، مهندسان میتوانند با وادار کردن یک جبهه مذاب منفرد و پیوسته برای جاروکردن در سراسر حفره، انتقال خطوط جوش به مناطق فلاش محیطی یا لبههای غیرسازهای، شکلگیری خطوط بافتنی داخلی را کاملاً از بین ببرند.
فراتر از قرار دادن دروازه، مدیریت عملکرد حرارتی در فولاد قالب برای بهینه سازی کیفیت خط کشباف حیاتی است. خطوط خنک کننده با حفاری مستقیم سنتی اغلب بخشهای هسته عمیق و گوشههای پیچیده را از خنکسازی حرارتی مؤثر جدا میکنند و در نتیجه نقاط داغ موضعی یا گرادیانهای حرارتی شدید ایجاد میکنند که رابط خط بافتنی را ضعیف میکند. جایگزینی خطوط معمولی با کانالهای خنککننده منسجم پیشرفته - که از طریق تف جوشی مستقیم لیزری فلز (DMLS) تولید میشوند - به خطوط خنککننده اجازه میدهد خطوط دقیق حفره قطعه را دنبال کنند. این امر اتلاف حرارت بسیار یکنواخت را تضمین میکند و قالبگیری دقیق چرخه حرارتی سریع موضعی (RHCM) را ممکن میسازد. با استفاده از بخار یا آب تحت فشار با دمای بالا برای گرم کردن سریع منطقه خط بافتنی محلی در حین پر کردن، و سپس تغییر به آب سرد برای انجماد سریع، سازندگان می توانند دمای سطح حفره را بالاتر از انتقال شیشه ای رزین یا نقطه ذوب کریستالی در طول تشکیل خط بافتنی حفظ کنند. این به طور کامل بریدگی های سطحی را از بین می برد و درهم تنیدگی زنجیره پلیمری را به حداکثر می رساند.
| استراتژی ابزار | حق بیمه هزینه ابزار معمولی | تاثیر زمان چرخه | بهبود استحکام خط بافتنی | بهترین برنامه کاربردی |
| خنک کننده ماشینکاری معمولی | پایه (0 دلار) | خط پایه (25 تا 45 ثانیه) | حداقل (0 تا 10 درصد بهبود) | بلوک های ساختاری کم پیچیدگی و دیواره ضخیم. |
| درج خنک کننده منسجم (DMLS) | 15 تا 30 درصد | کاهش 15 تا 30 درصدی | افزایش 15 تا 30 درصدی | تزئینات پیچیده خودرو، قطعات پزشکی چند حفره ای. |
| دریچه سوپاپ متوالی (SVG) | 25 تا 40 درصد | خنثی | نقص را به طور کامل جابجا می کند | پانل های بدنه بزرگ، پانل های ابزار، پوشش های بلند. |
| قالب گیری چرخه حرارت سریع (RHCM) | 40 تا 60 درصد | 10 تا 25 درصد افزایش می یابد | 40 تا 70 درصد افزایش می یابد | نمایشگرهای مصرف کننده با براقیت بالا، محفظه های نوری پزشکی. |
قبل از اجرای این اصلاحات ابزار پیشرفته، تیم های مهندسی باید بازده سرمایه گذاری (ROI) و ارزیابی ریسک را انجام دهند. در حالی که افزودن یک درج منسجم DMLS یا یک منیفولد SVG میتواند هزینههای سرمایه اولیه ابزارآلات را تا دهها هزار دلار افزایش دهد، این هزینهها باید به دقت با معیارهای عملیاتی بلندمدت متعادل شوند. برای تولید خودرو با حجم بالا که چندین سال طول می کشد، کاهش 20 درصدی در زمان چرخه همراه با کاهش قابل توجه نرخ ضایعات به راحتی حق بیمه ابزارآلات اولیه را توجیه می کند. برعکس، برای قطعات پزشکی با حجم کمتر، اصلاح ضخامت دیوارههای قسمت یا ترکیب چاههای سرریز موضعی - که رابهای سرد را در انتهای جبهه جریان جمعآوری میکنند و میتوانند به طور تمیز پس از قالبگیری ماشینکاری شوند - یک جایگزین مقرونبهصرفهتر ارائه میکند که مشخصات مکانیکی مورد نیاز را بدون تجاوز از بودجه سرمایه پروژه به دست میآورد.
مبادلات پردازش، مواد و تولید: بهینهسازی ماتریسهای پارامتر
هنگامی که تغییرات ابزار توسط بودجه یا جدول زمانی محدود می شود، مهندسان باید برای مدیریت عملکرد خط کشباف بر بهینه سازی فرآیند سیستماتیک و انتخاب دقیق مواد تکیه کنند. ساختار مولکولی پلیمر خام رفتار رئولوژیکی آن را در طول همگرایی جلوی مذاب دیکته می کند. رزین های کالای پر نشده مانند پلی پروپیلن (PP) یا اکریلونیتریل آمورف بوتادین استایرن (ABS) به راحتی جریان می یابند و به راحتی در انرژی های نسبی پایین تر به هم متصل می شوند. با این حال، پلاستیک های مهندسی با دمای بالا مانند پلی کربنات (PC)، پلی آمید 6/66 (PA6/PA66) و پلی فنیلن اکسید (PPO) - به ویژه هنگامی که با 30 تا 50 درصد الیاف شیشه یا اصلاح کننده های معدنی پر شوند - چالش های رئولوژیکی شدیدی را ایجاد می کنند. برای این ترکیبات پیشرفته، تنظیمات پارامتر باید از یک ماتریس پردازشی بسیار ساختار یافته، "محافظه کارانه به تهاجمی" پیروی کند تا از تخریب مواد یا افزایش زمان چرخه جلوگیری شود.
برای حل سیستماتیک عیوب خط کشباف در کف تولید، تکنسین ها باید از دستورالعمل پارامترهای مواد و پردازش جامع استفاده کنند. تنظیمات باید همیشه به صورت متوالی اجرا شوند و به فرآیند اجازه دهند تا برای چندین چرخه پس از هر اصلاح تثبیت شود تا تأثیر آن بر کیفیت قطعه و عملکرد سازه به طور دقیق اندازه گیری شود:
| نوع ماتریس رزین | محدوده ذوب توصیه شده (درجه سانتیگراد) | محدوده قالب پیشنهادی (درجه سانتیگراد) | مرحله تنظیم سرعت تزریق اولیه | حفظ استحکام خط بافتنی مورد انتظار (%) |
| پلی پروپیلن پر نشده (PP) | 200 - 240 | 30 - 60 | پیشرونده متوسط (10٪ افزایش) | 85٪ - 95٪ |
| ABS (درجه زیبایی شناسی) | 220 - 260 | 50 - 80 | نمایه سرعت بالا (منطقه بافتنی سریع) | 80٪ - 90٪ |
| پلی کربنات (PC) | 280 - 320 | 80 - 110 | سرعت ثابت بالا با بسته بالا | 70٪ - 85٪ |
| PA66-GF30 (30% پر از شیشه) | 270 - 300 | 80 - 120 | سرعت فوق العاده بالا (حداکثر گرمایش برشی) | 35٪ - 55٪ |
| PPO (اصلاح شده / ساختاری) | 260 - 310 | 70 - 100 | سرعت بالا و به دنبال آن تعویض بسته فوری | 50٪ - 70٪ |
اگر پارامترهای پردازش بهینه نتوانند به طور کامل یک خط بافتنی قابل مشاهده را در یک جزء بسیار زیبا حذف کنند، ممکن است عملیات تکمیل ثانویه مورد نیاز باشد. گزینههای اصلاح پس از قالب - از جمله سنبادهزنی مکانیکی، پرایمینگ و رنگآمیزی خودکار، پرداخت شیمیایی بخار، یا همجوشی اولتراسونیک موضعی - میتوانند به طور موثری لکههای سطحی را بپوشانند، اما معاوضههای قابلتوجهی در تولید ایجاد میکنند. در حالی که یک پوشش پلی اورتان ثانویه یا شستشو با حلال شیمیایی میتواند سطحی بیعیب و براق را به مسکن مصرفکننده بینقص بازگرداند، این عملیات هزینههای کل قطعه را افزایش میدهد، نیاز به نیروی کار اضافی دارد و نرخ ضایعات را به دلیل نقص حمل و نقل افزایش میدهد. علاوه بر این، پرداخت های سطحی عیوب ساختاری زیرین را برطرف نمی کنند. اگر الیاف شیشه در زیر سطح رنگ شده به صورت نامرتب باقی بمانند، قطعه تحت فشار مکانیکی از کار می افتد. مدیران عملیات باید به دقت این هزینههای تکمیلی را در مقابل سرمایهگذاری بلندمدت سرمایه ارتقاء ابزارآلات پیشرفته اندازهگیری کنند و گزینهای را انتخاب کنند که کیفیت، هزینه و قابلیت اطمینان قطعات را به بهترین نحو متعادل میکند.
عملکرد ابزار و پردازش خود را تسریع کنید
از بین بردن خرابی های خط کشباف نیاز به همسویی مهندسی پیش بینی اولیه با کنترل کیفیت منظم دارد. دانلود جامع ما، طبقه فروشگاه آماده است عیب یابی خط بافتنی و چک لیست کالیبراسیون شبیه سازی (PDF) ، شامل الگوهای تنظیم گام به گام دستگاه قالب گیری، پارامترهای مش بندی هدف VHI و فرم های اعتبار سنجی ASTM/ISO.
نیاز به پشتیبانی مهندسی فوری برای یک برنامه فعال دارید؟ برای برنامه ریزی پیشرفته امروز با تیم فنی ما تماس بگیرید بررسی شبیه سازی CAE و ممیزی طرح بندی قالب . متخصصان تولید آمریکای شمالی ما مراحل تشخیصی دقیق را در عرض 3 تا 5 روز کاری ارائه می دهند.

