
پلی اورتان ترموپلاستیک (TPU) فاصله بین لاستیک های انعطاف پذیر و پلاستیک های سفت و سخت را پر می کند. TPU که به دلیل خاصیت ارتجاعی، مقاومت در برابر سایش و استحکام کششی بالا شناخته شده است، در تولید صنعتی جهانی بسیار مورد علاقه است. با این حال، پردازش این الاستومر پلی اورتان منحصر به فرد نیاز به درک عمیقی از نکات ظریف فنی پنهان آن دارد.
این راهنما بینشهای درجه مهندسی را در مورد ویژگیهای TPU، پارامترهای پردازش، اسرار طراحی قالب و استراتژیهای عیبیابی برای بهینهسازی خط تولید شما و ایمن ساختن قطعات B2B با بازده بالا ارائه میدهد.
1. ویژگی های کلیدی و معضل انتخاب
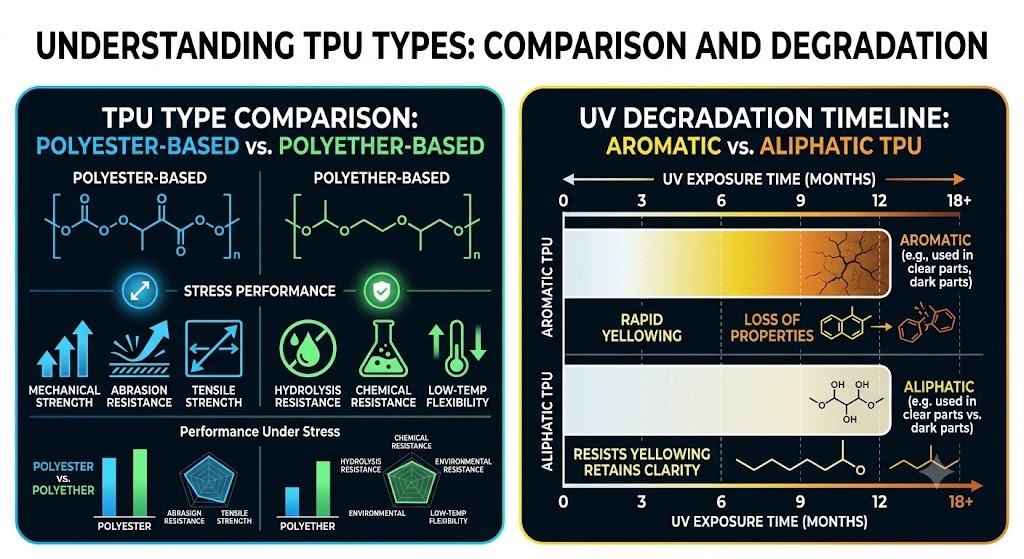
انتخاب درجه TPU مناسب نیازمند نگاهی فراتر از نمودارهای سختی ساحل است. تیم های تدارکات صنعتی و طراحی محصول ابتدا باید بین واگرایی شیمیایی اصلی تعادل ایجاد کنند: TPU مبتنی بر پلی استر در مقابل TPU مبتنی بر پلی استر .
TPU مبتنی بر پلی استر:
- مقاومت مکانیکی: مقاومت کششی و پارگی عالی.
- مقاومت در برابر سایش: عالی (ایده آل برای قطعات با سایش بالا مانند چرخ های صنعتی مبلمان).
- مقاومت در برابر هیدرولیز: ضعیف (مستعد تخریب رطوبت).
- انعطاف پذیری در دمای پایین: خوب
- مقاومت میکروبی: پایین.
TPU مبتنی بر پلی اتر:
- مقاومت مکانیکی: متوسط.
- مقاومت در برابر سایش: خوب
- مقاومت در برابر هیدرولیز: عالی (ایده آل برای محیط های مرطوب یا زیر آب).
- انعطاف پذیری در دمای پایین: برتر (حفظ خاصیت ارتجاعی در دماهای بسیار پایین).
- مقاومت میکروبی: بالا.
نکته حرفه ای: هزینه پنهان زرد شدن
TPUهای معطر استاندارد دارای ساختارهای مولکولی هستند که تحت اشعه ماوراء بنفش تخریب میشوند و باعث میشوند قسمتهای شفاف به رنگ زرد ناخوشایند درآیند. برای کالاهای مصرفی سطح بالا، ژاکت های کابل سروو تخصصی یا فضای داخلی قابل مشاهده خودرو، مهندسان باید منبع گریدهای TPU آلیفاتیک . شیمی آلیفاتیک ذاتاً در برابر اشعه ماوراء بنفش مقاومت می کند و شفافیت نوری و ثبات رنگ را در طول عمر طولانی محصول حفظ می کند.
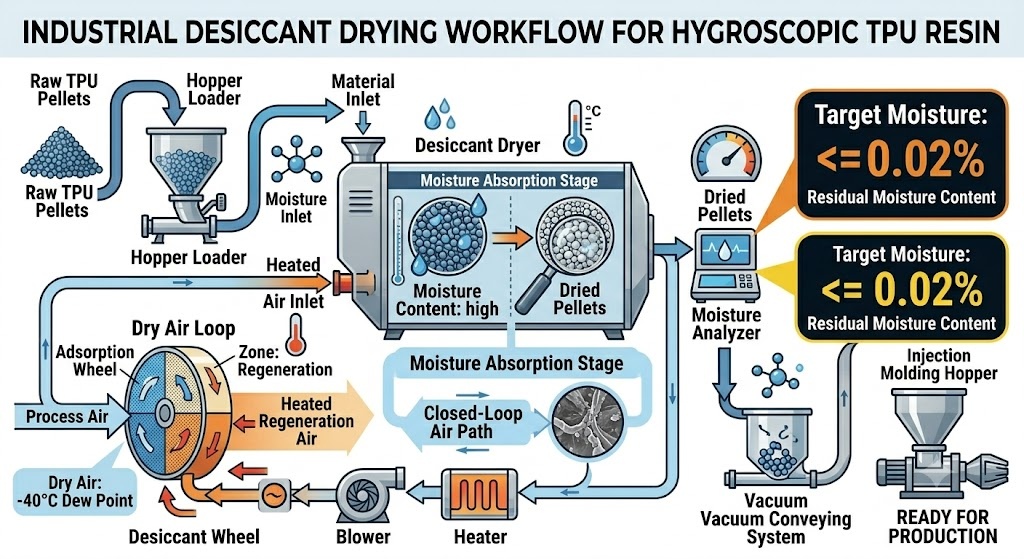
2. آماده سازی مواد: فراتر از خشک کردن اولیه
اگر در قالب گیری تزریقی TPU یک نقطه خرابی وجود داشته باشد، آن رطوبت است. TPU بسیار رطوبت سنجی است. به طور فعال بخار آب را از هوای محیط جذب می کند. پردازش رزین مرطوب منجر به تخریب هیدرولیتیک برگشت ناپذیر - یک واکنش شیمیایی که در آن آب زنجیره های پلیمر پلی اورتان را در دماهای بالا می شکافد و خواص مکانیکی مواد را به طور کامل از بین می برد.
- متریک نقطه شبنم: قیف های استاندارد هوای داغ کافی نیستند. شما باید از خشک کن خشک کن با قابلیت حفظ نقطه شبنم استفاده کنید -40 درجه سانتی گراد یا پایین تر
- پارامترهای خشک کردن: خشک کن رزین بکر در 80 تا 90 درجه سانتی گراد برای 3 تا 4 ساعت . میزان رطوبت مورد نظر قبل از ورود به بشکه تزریق باید کاملاً باشد 0.02٪ یا کمتر .
نکته حرفه ای: قانون 20% Regrind
در حالی که کاهش هزینه های صنعتی استفاده مجدد از اسپروها و رانرها را دیکته می کند، تاریخچه حرارتی TPU باید به شدت مدیریت شود.
قانون طلایی: هرگز بیشتر از آن را مخلوط نکنید 15% تا 20% آسیاب مجدد (ضایعات بازیافتی) با رزین بکر
فراتر از این حد باعث افت شدید استحکام پارگی اصلی قطعه می شود و زرد شدن زیبایی را تسریع می کند. علاوه بر این، ضایعات regrind رطوبت را تا دو برابر سریعتر از گلوله های بکر جذب می کند. آن را باید قبل از اینکه در قیف مخلوط شوند، تحت خشک کردن خشک کننده مستقل و شدید قرار گیرند.
3. پارامترهای پردازش: شکست گرمای برشی
تنظیم مشخصات حرارتی برای TPU نیاز به یک رویکرد غیر خطی دارد. از آنجایی که مولکولهای TPU نسبت به اصطکاک بسیار حساس هستند، این ماده بسیار زیاد است حساسیت برشی . هنگامی که ماشین قالبگیری تزریقی الاستومر مذاب را از طریق محدودیتهای محکم وادار میکند، اصطکاک داخلی عظیمی ایجاد میکند. گرمایش برشی .
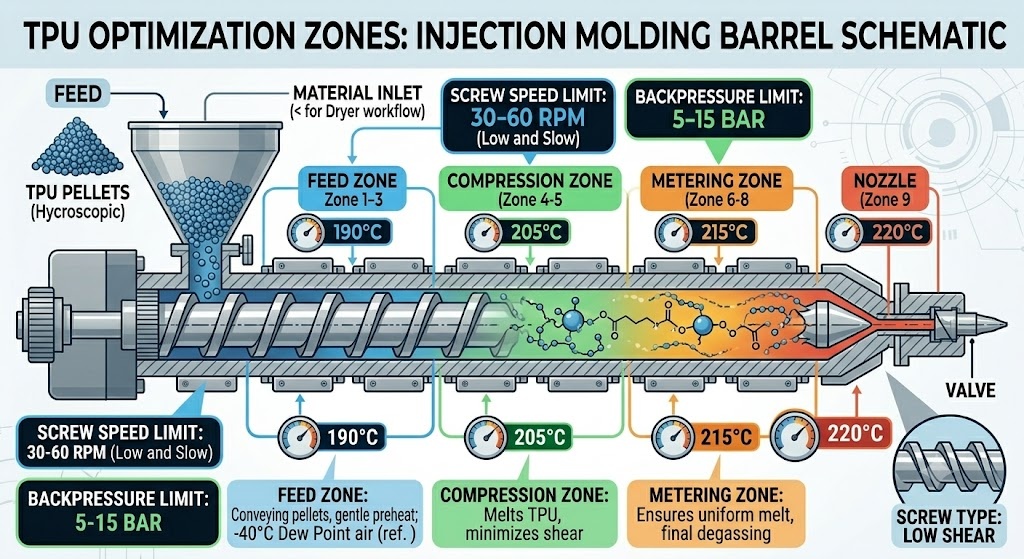
برای جلوگیری از گرم شدن بیش از حد این گرمای اصطکاکی و سوختن مواد، آن را اجرا کنید "کم و آهسته" استراتژی تنظیم ماشین:
- دمای مذاب: یک پروفایل بشکه دقیق بین آن ها حفظ کنید 190 درجه سانتی گراد و 220 درجه سانتی گراد . بیش از 230 درجه سانتیگراد باعث تجزیه حرارتی می شود.
- دمای قالب: دیوارهای قالب را نگه دارید 20 تا 40 درجه سانتی گراد . قالب های خنک کننده، کریستال شدن بلوک های پلی یورتان را تسریع می کنند و به قطعه اجازه می دهند تا ساختاری پیدا کند و بدون تاب برداشتن به طور تمیز بیرون بیاید.
- فشار پیچ و پشت: تنظیم سرعت خطی پیچ کم ( 30 تا 60 دور در دقیقه ) و حداقل فشار برگشتی ( 5 تا 15 بار ). فشار برگشتی بالا فشار برشی غیر ضروری را به الاستومر وارد می کند و زنجیره های پلیمری را قبل از اینکه پلاستیک از نازل خارج شود، می شکند.
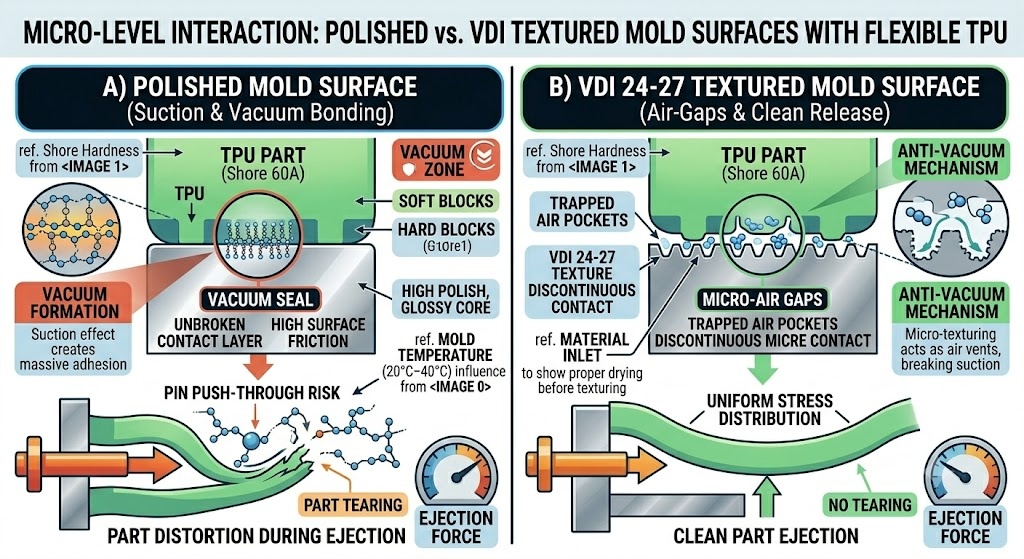
4. اسرار طراحی قالب برای الاستومرهای چسبنده
اصول طراحی قالب استاندارد که برای پلاستیک های سفت و سخت مانند ABS یا پلی پروپیلن در نظر گرفته شده است، هنگامی که برای TPU انعطاف پذیر اعمال می شود، شکست خواهند خورد. الاستومرهای نرم در ابزارهای فولادی به نکات هندسی و مکانیکی تخصصی نیاز دارند.
کابوس جاروبرقی
گریدهای TPU نرم (Shore 60A تا 85A) دارای اصطکاک سطح بالایی هستند. در طول توالی باز شدن قالب، الاستومر صاف مانند یک مکنده عمل می کند و یک خلاء را در برابر سطوح هسته بسیار صیقلی و براق تشکیل می دهد. این قطعه در حین پرتاب مکانیکی می چسبد، تغییر شکل می دهد یا پاره می شود.
- راه حل: از پرداخت های آینه ای با جلای زیاد خودداری کنید. در عوض، یک را مشخص کنید بافت قالب ضد خلاء مانند یک سازه انفجاری سبک یا EDM شیمیایی ( VDI 24 تا 27 ). این ریزبافت حباب های کوچکی از هوا را بین فولاد و الاستومر به دام می اندازد، مهر و موم خلاء را می شکند و به عنوان یک عامل آزاد کننده مکانیکی داخلی عمل می کند.
مشخصات میکرو تهویه
به دلیل سرعت تزریق سریع، گاز به دام افتاده می تواند به راحتی مواد انعطاف پذیر را بسوزاند. با این حال، از آنجا که TPU به راحتی تحت فشار جریان می یابد، دریچه های بزرگ باعث چشمک زدن می شوند.
- قانون: دریچه های گاز ماشینکاری شده باید دارای محدودیت ریزعمق دقیق باشند 0.015 میلی متر تا 0.02 میلی متر . این به اندازه کافی باریک است که الاستومر مذاب را در خود جای دهد در حالی که اجازه می دهد هوای فشرده به طور ایمن از خروجی خارج شود.
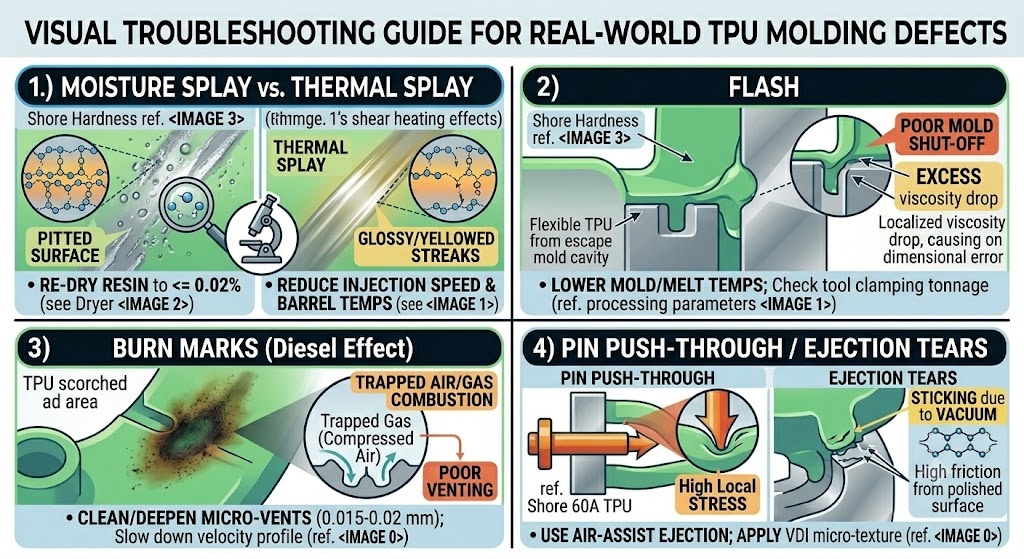
5. ماتریس عیب یابی (راه حل های میدانی پیشرفته)
هنگامی که نقص در کف کارخانه ظاهر می شود، شناسایی علت اصلی واقعی مستلزم تمایز بین شاخص های حرارتی و محیطی است. از این راهنمای میدانی برای عیب یابی سریع و هدفمند استفاده کنید:
-
علائم اسپلی (رگه های نقره ای)
-
علت اصلی احتمالی: تجزیه هیدرولیتیک یا حرارتی.
-
راه حل زمینه پیشرفته: تست میکروسکوپ: رگه ها را تحت بزرگنمایی بررسی کنید. اگر رگه ها ناصاف و حفره دار باشند، این رطوبت است (افزایش زمان خشک شدن). اگر رگهها صاف و براق هستند، این رگههای حرارتی ناشی از حرارت برشی بیش از حد است (کاهش سرعت تزریق یا دمای نازل).
-
فلاش (مواد اضافی در درزها)
-
علت اصلی احتمالی: تزریق بیش از حد یا ویسکوزیته موضعی کاهش می یابد.
-
راه حل زمینه پیشرفته: دمای مذاب را برای افزایش ویسکوزیته کاهش دهید یا پروفیل فشار نگهداری را کاهش دهید. بررسی کنید که آیا نیروی بستن ابزار با تناژ مورد نیاز مطابقت دارد یا خیر.
-
علائم سوختگی (اثر دیزل)
-
علت اصلی احتمالی: فشرده سازی گاز محبوس شده در جیب های بدون هوا.
-
راه حل زمینه پیشرفته: دریچه های میکرو را تمیز و عمیق کنید (حداکثر 0.02 میلی متر). درست قبل از اینکه مذاب وارد منطقه پر شدن نهایی شود، پروفیل سرعت تزریق را کاهش دهید.
-
قطعات چسبنده / اشک خروجی
-
علت اصلی احتمالی: باندینگ وکیوم یا بسته بندی زودرس.
-
راه حل زمینه پیشرفته: در کنار پین های مکانیکی، به سیستم جهش کمکی هوا (دریچه انفجار هوا) بروید. یک ریز بافت VDI را روی هسته اعمال کنید.
6. روندهای آینده: منبع یابی برای زنجیره تامین سبز
همانطور که برندهای جهانی در حال گذار به سمت اقتصادهای دایره ای هستند، الزامات بین المللی ESG در حال تغییر معیارهای خرید B2B هستند. اکوسیستم تولید صنعتی به سرعت در حال حرکت است TPU مبتنی بر زیست و الاستومرهای PCR (بازیافت پس از مصرف کننده). .
TPU های مبتنی بر زیستی مدرن، پلی ال های سنتی مشتق شده از نفت را با جایگزین های گیاهی (مانند نشاسته ذرت یا روغن کرچک) جایگزین می کنند و ردپای کربن را تا 40 درصد کاهش می دهند.
واقعیت پنجره پردازش
مهندسان و عوامل تدارکات باید توجه داشته باشند که TPU های زیستی و بازیافتی دارای قابلیت قابل توجهی هستند. پنجره های پردازش باریک تر نسبت به مواد با سوخت فسیلی پلیمرهای زیستی حساسیت حرارتی بالاتر و تحمل برشی کمتری از خود نشان می دهند. تطبیق کف مغازه شما با این مواد سبز مستلزم ارتقا به ماشینهای قالبگیری کنترل حلقه بسته دقیق، اولویتبندی تنظیمات خشککننده خشککننده پیشرفته، و استفاده از بافت بهینه ابزار برای رقابتی ماندن در زنجیره تامین سبز است.

