
مقدمه
در قالبگیری تزریق پلاستیک، پرداخت سطحی یک قطعه بسیار بیشتر از یک انتخاب آرایشی است. این به طور مستقیم بر احساس یک محصول در دست مصرف کننده، نحوه انعکاس نور از خطوط آن، و از آن مهم تر، چگونگی تمیز بودن قطعه از حفره قالب در طول تولید تأثیر می گذارد. انتخاب روکش نادرست میتواند منجر به خراشهای کوچک، آثار سینک لوازم آرایشی یا گیرکردن قطعات در ابزار شود و نرخ ضایعات را به شدت افزایش دهد.
برای استانداردسازی این پرداختها در سراسر زنجیره تامین، انجمن صنعت پلاستیک (که اکنون به سادگی به عنوان پلاستیک شناخته میشود) سیستم طبقهبندی سطح SPI را ایجاد کرد. در حالی که انجمن نام خود را به روز کرده است، سازندگان ابزار جهانی و مهندسان تولید هنوز به طور جهانی از آنها به عنوان "استانداردهای SPI" یاد می کنند.
درک تفاوت های ظریف این استانداردها - و نحوه تعامل پلیمرهای مختلف با آنها - کلید تعادل بین هدف زیبایی شناختی و واقعیت ساخت است.

4 طبقه بندی اولیه SPI Finish
استاندارد SPI روکشها را به چهار درجه حروف مجزا (A، B، C و D) دستهبندی میکند که توسط رسانه و روش مورد استفاده برای پرداخت فولاد قالب تعیین میشود. در هر درجه، اعداد 1 تا 3 سطح پردازش و میانگین زبری سطح (Ra) را نشان میدهند.
کلاس A: سطوح براق/براق (لهستانی الماس)
پرداخت های کلاس A نشان دهنده اوج وضوح نوری و زیبایی شناسی بسیار براق است. این پوششها با صیقل دادن پر زحمت حفره قالب با استفاده از درجههای ریزتر به تدریج از خمیرهای صاف کننده پودر الماس به دست میآیند.
- SPI الف-1: بالاترین استاندارد، استفاده از خمیر صاف کننده الماس درجه 3 برای دستیابی به زبری سطح فوق العاده صاف تقریباً 0.012 تا 0.025 میکرومتر Ra. یک روکش آینه مانند و بسیار بازتابنده ایجاد می کند.
- SPI الف-2: از خمیر الماس درجه 6 استفاده می کند که در نتیجه مقدار Ra کمی بالاتر (0.025 تا 0.05 میکرومتر) به دست می آید اما براقیت عالی را حفظ می کند.
- SPI الف-3: جلا داده شده با خمیر الماس درجه 15، ظاهری تیز و براق را ارائه می دهد اما نمایه زبری کمی قابل قبول تر (0.05 تا 0.10 میکرومتر رادیومتر) را فراهم می کند.
بینش تولید:
دستیابی به یک روکش کلاس A واقعی به فولادهای قالب با کیفیت بالا و سختی بالا مانند NAK80 یا S136 نیاز دارد. فولادهای ابزار استاندارد حاوی ریز ناخالصی ها یا تخلخل هستند. هنگامی که تا سطح A-1 صیقل داده می شود، این ناخالصی ها از بین می روند و حفره های میکروسکوپی باقی می مانند که پایان را خراب می کنند.
علاوه بر این، سطوح کلاس A به عنوان یک ذره بین برای نقص قطعات داخلی عمل می کنند - هر گونه انقباض حجمی جزئی (علامت سینک) در پشت یک دنده یا باس فوراً تحت انعکاس نور قابل مشاهده خواهد بود.
- کاربردهای رایج: لنزهای اپتیکال، لولههای نور شفاف، محافظهای صورت، آینهها و محفظههای لوازم الکترونیکی مصرفی پیشرفته که در آنها ظاهری با رنگ پیانو مشکی یا کریستالی شفاف لازم است.
کلاس B: سطوح نیمه براق (کاغذ گریت)
روکشهای کلاس B برای قطعاتی طراحی شدهاند که نیاز به ظاهری مرتب و حرفهای دارند، بدون اینکه هزینههای شدید یا شکنندگی روکش آینهای داشته باشند. این سطوح با استفاده از کاغذ سنباده ریز که در یک حرکت خطی و همپوشانی اعمال می شود به دست می آیند.
- SPI B-1: به پایان رسید با کاغذ 600 گریت، یک سطح نیمه براق فوق العاده تمیز با زبری معمولی 0.05 تا 0.10 میکرومتر Ra ایجاد کرد.
- SPI ب-2: جلا داده شده با کاغذ 400 گریت، ظاهری نیمه براق (0.10 تا 0.15 میکرومتر Ra) ارائه می دهد.
- SPI ب-3: جلا داده شده با کاغذ 320 گریت، درخشندگی ساتنی نرم با ریز خراش های قابل مشاهده و یکنواخت (0.28 تا 0.35 میکرومتر Ra) ایجاد می کند.
بینش تولید:
از آنجایی که پولیش کاغذ رنده یک الگوی خطی خطی و جهت دار را به قالب وارد می کند، ابزارساز باید ضربات پولیش را با جهت دهانه قالب (مسیر بیرون راندن) تراز کند. اگر خطوط سنگ ریزه عمود بر جهت کشش قرار گیرند، پلاستیک قالب گیری شده، ریز شیارها را می گیرد، که منجر به ایجاد علائم خراش و مشکلات شدید بیرون راندن در طول دوره تولید می شود.
- کاربردهای رایج: محفظه لوازم مصرفی، پانل های تزئینی داخلی خودرو، محفظه های الکترونیکی دستی، و تجهیزات اداری تجاری.

کلاس C: پرداخت مات (لهستانی سنگ)
روکش های کلاس C با ظاهری مات نرم، کسل کننده و غیر بازتابنده مشخص می شوند. سازندگان ابزار این بافت را با استفاده از سنگهای روغنی (سنگهای سنگریزه) برای صاف کردن شدید فولاد قالب به دست میآورند.
- SPI ج-1: با استفاده از یک سنگ صیقل دهنده ریز 600 به دست آمد که منجر به یک روکش مات صاف (0.35 تا 0.40 میکرومتر Ra) می شود.
- SPI ج-2: با یک سنگ 400 گریت به پایان رسید و یک بافت مات متمایز ایجاد کرد (0.45 تا 0.55 میکرومتر Ra).
- SPI ج-3: با یک سنگ درشت تر 320 به پایان رسید، و تمام علائم ابزار را از بین می برد تا ظاهری مات خشن تر و کاملاً مسطح (0.63 تا 0.85 میکرومتر Ra) ایجاد کند.
بینش تولید:
در کاربردهای صنعتی، کلاس C به ندرت صرفاً برای "تزیین" یک قطعه انتخاب می شود. در عوض، این صنعت به سمت «بهره وری هزینه» است. هدف اصلی پولیش سنگ پاک کردن سریع و اقتصادی علائم ماشینکاری زبر (صدای گوش و شیار) است که توسط فرزهای CNC یا الکترودهای EDM باقی مانده است. این پایان پیش فرض برای قطعاتی است که کاربر نهایی هرگز آنها را نخواهد دید.
- کاربردهای رایج: دنده های ساختاری داخلی، براکت های الکترونیکی، اجزای ساختاری خودرو، مخازن سوخت، و سخت افزارهای صنعتی پنهان.
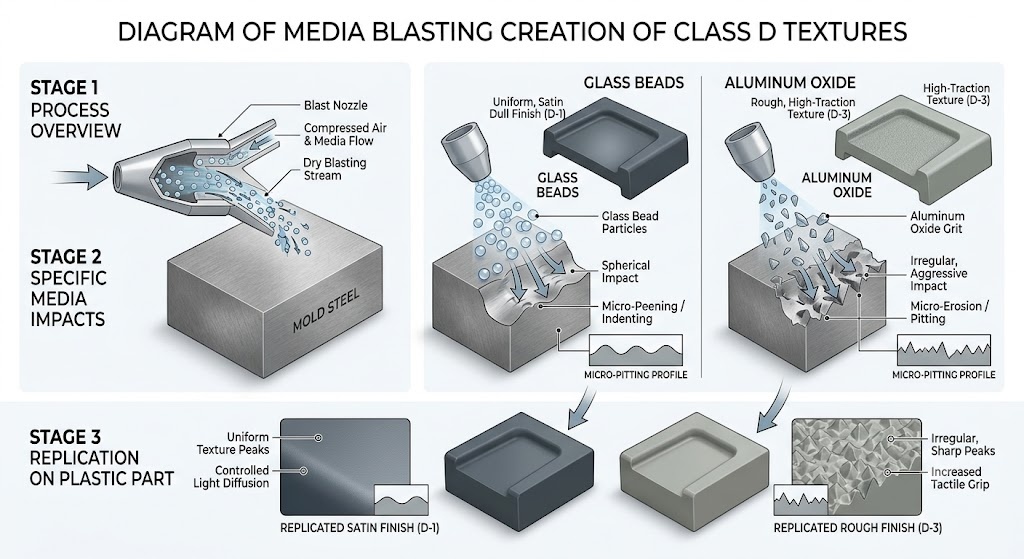
کلاس D: فینیش های بافت دار (بلاست/ سندبلاست)
روکشهای کلاس D حسی خشن، با بافت شدید یا ساتن ایجاد میکنند. این یک فرآیند بافت سازی "مخرب" است که در آن حفره قالب در معرض انفجار محیط خشک تحت فشار بالا قرار می گیرد.
- SPI D-1: با انفجار فولاد قالب با مهرههای شیشهای ریز ایجاد میشود که منجر به یک روکش کسلکننده و یکنواخت ساتن مانند (0.80 تا 1.10 میکرومتر Ra) میشود.
- SPI D-2: منفجر شده با یک محیط انفجاری درجه متوسط یا شن و ماسه، که بافتی خشن تر و بدون لغزش ایجاد می کند (1.10 تا 1.60 میکرومتر Ra).
- SPI D-3: منفجر شده با اکسید آلومینیوم درشت یا دانه های شن و ماسه سنگین، باعث ایجاد سطحی بسیار قابل لمس، خشن و کاملاً صاف (2.30 تا 3.20 میکرومتر Ra).
بینش تولید:
روکش های کلاس D برای پنهان کردن عیوب سطحی مانند خطوط جوش یا علائم فروکش جزئی باورنکردنی هستند. با این حال، مهندسان باید برای "تخریب بافت" برنامه ریزی کنند. در طی یک دوره تولید طولانی (به عنوان مثال، صدها هزار چرخه)، پلاستیک های مهندسی ساینده مانند نایلون پر از شیشه، به آرامی قله های تیز یک حفره قالب انفجاری را فرسایش داده و "صیقل می دهند". در نتیجه، یک بافت D-1 می تواند به تدریج در طول زمان به یک بافت نیمه مات تبدیل شود، که نیاز به خارج شدن قالب از تولید و انفجار مجدد برای بازیابی مشخصات اولیه دارد.
- کاربردهای رایج: دسته ابزارهای سنگین، فرمان های پلاستیکی، پوسته چمدان های بافت دار، دستگیره های لوازم الکترونیکی مصرفی، و محفظه های صنعتی که برای پوشاندن اثر انگشت و خراش طراحی شده اند.
نمودار مقایسه پایان سطح SPI
| درجه SPI | روش تکمیل / متوسط | میانگین زبری معمولی (Ra - میکرومتر) | میانگین زبری معمولی (Ra - Microinches) | ظاهر بصری و سطح براقیت | ضریب نسبی هزینه ابزار |
|---|---|---|---|---|---|
| A-1 | درجه 3 دیاموند بوف | 0.012 تا 0.025 | 0.5 تا 1.0 | پولیش آینه بالا، بسیار بازتابنده | 2.5x تا 3.0x |
| A-2 | درجه 6 دیاموند بوف | 0.025 تا 0.05 | 1.0 تا 2.0 | پولیش آینه، انعکاس خوب | 2.0x تا 2.5x |
| A-3 | باف الماس درجه 15 | 0.05 تا 0.10 | 2.0 تا 4.0 | براقیت بالا، بازتاب های نرم | 1.5 برابر تا 2.0 برابر |
| B-1 | کاغذ 600 گریت | 0.05 تا 0.10 | 2.0 تا 4.0 | درخشش خطی نیمه براق | 1.3 برابر |
| B-2 | کاغذ 400 گریت | 0.10 تا 0.15 | 4.0 تا 6.0 | نیمه براق متوسط | 1.2 برابر |
| B-3 | کاغذ 320 گریت | 0.28 تا 0.35 | 11.0 تا 14.0 | ساتن نرم، براق ملایم | 1.1x |
| C-1 | سنگ 600 گریت | 0.35 تا 0.40 | 14.0 تا 16.0 | مات خوب، غیر بازتابنده | 1.0x (پایه) |
| C-2 | سنگ 400 گریت | 0.45 تا 0.55 | 18.0 تا 22.0 | مات متوسط، سطح صاف | 0.9x |
| C-3 | سنگ 320 گریت | 0.63 تا 0.85 | 25.0 تا 34.0 | مات درشت، علائم ابزار را پاک می کند | 0.8x |
| D-1 | انفجار مهره شیشه ای خشک | 0.80 تا 1.10 | 32.0 تا 44.0 | ساتن مات، بافت مرواریدی زیبا | 1.2 برابر |
| D-2 | انفجار شن ریز | 1.10 تا 1.60 | 44.0 تا 64.0 | بافت کسل کننده، کاملا مسطح | 1.3 برابر |
| D-3 | ماسه درشت / انفجار اکسید | 2.30 تا 3.20 | 90.0 تا 130.0 | بافت بسیار خشن و قابل لمس | 1.4 برابر |
فاکتورهای کلیدی هنگام انتخاب فینیش سطح SPI
انتخاب روکش سطحی مستلزم یک مبادله محاسبه شده بین خواص مواد، هندسه و بودجه است. در اینجا عوامل اصلی هستند که باید تصمیم شما را برای ساخت (DFM) راهنمایی کنند.
انتخاب مواد: پلیمرهای کریستالی در مقابل آمورف
ساختار مولکولی رزین پلاستیکی شما به طور مستقیم تعیین می کند که تا چه اندازه به خوبی پوشش قالب را تکرار می کند.
- پلیمرهای آمورف (به عنوان مثال، پلی کربنات، ABS، اکریلیک/PMMA) یک طرح مولکولی تصادفی دارند که کاملاً در برابر فولاد صیقلی جریان دارد. آنها در انتخاب روکش های الماس کلاس A برای شفافیت مطلق یا براقیت عالی عالی هستند.
- پلیمرهای کریستالی (به عنوان مثال، نایلون / PA، پلی پروپیلن، پلی اتیلن) با سرد شدن تحت کریستالیزاسیون ساختاری قرار می گیرند که باعث انقباض بیشتر می شود. علاوه بر این، اگر الیاف شیشه (GF) را برای استحکام به این مواد اضافه کنید، الیاف تمایل دارند تا روی سطح شناور شوند. مشخص کردن روکش کلاس A بر روی نایلون 30٪ پر شده با شیشه، هدر دادن سرمایه است - سطح ذاتاً رگهدار و خالدار به نظر میرسد. این مواد در پرداخت های کلاس C یا کلاس D بسیار بهتر عمل می کنند.
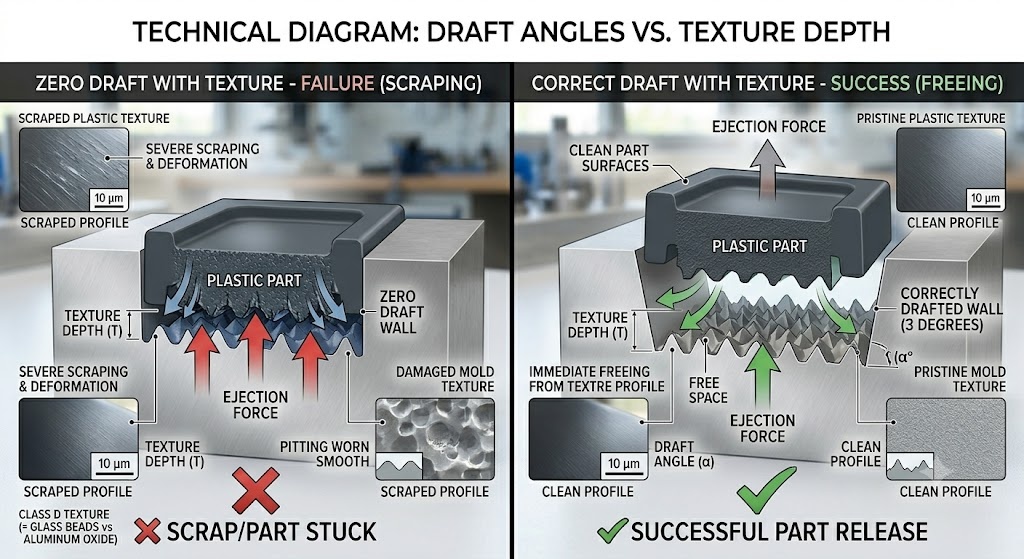
جریمه پیش نویس زاویه
بافت های سطحی قله ها و دره های میکروسکوپی را ایجاد می کنند. هنگامی که قالب باز می شود، قسمت پلاستیکی باید به طور تمیز از بین برود. اگر دیواره های عمودی قطعه فاقد کشش کافی (مخروطی) باشند، فولاد بافت دار به طور فیزیکی پلاستیک خنک کننده را در حین پرتاب خراشیده، پاره می کند یا علامت گذاری می کند.
- قانون طلایی صنعت: برای پرداخت های صاف استاندارد (کلاس A و B)، حداقل زاویه پیش نویس 0.5 تا 1.0 درجه در هر طرف قابل قبول است.
- قانون شست بافت دار: برای پرداخت های سندبلاست کلاس D، باید به ازای هر 0.025 میلی متر (برابر با 1 میل یا 0.001 اینچ) عمق بافت، تقریباً 1 درجه زاویه کشش اضافی اضافه کنید. در نظر نگرفتن این امر منجر به علائم درگ شدید و تغییر شکل قطعه می شود.
هزینه های ابزار و زمان سرب
همانطور که در نمودار مقایسه نشان داده شده است، پرداخت کلاس A به طور قابل توجهی هزینه های تولید قالب را افزایش می دهد. پرداخت دستی ابزار به سطح A-1 میتواند روزها یا حتی هفتهها به زمان تولید ابزار اضافه کند، زیرا این کار باید گام به گام انجام شود (به عنوان مثال، نمیتوانید از یک سنگ 320 سنگی مستقیماً به خمیر الماس بپرید بدون اینکه ماتریس فولاد را خراب کنید). روکش های سنگ کلاس C به مراتب سریع ترین و ارزان ترین تولید هستند.
عملکرد قطعه
محیط مصرف نهایی را در نظر بگیرید. روکش های کلاس A با براق بودن، آهنرباهای خراش بدنامی هستند و فورا اثر انگشت چرب را نشان می دهند. اگر قرار است محصولی به صورت روزانه مورد استفاده قرار گیرد (مانند کنترلر یا دستگیره الکترونیکی)، بافت ساتن کلاس D اصطکاک لمسی را ایجاد می کند و در عین حال سایش و پارگی را با موفقیت در طول عمر محصول پنهان می کند.
نحوه تعیین پایان های SPI در نقشه های مهندسی
ارتباط شفاف مانع از کار مجدد ابزار پرهزینه می شود. هنگام تهیه نقشه های تولیدی یا نقشه های مهندسی دوبعدی خود، بهترین شیوه های صنعت را به کار ببرید:
- اجتناب از فراخوان های عمومی: هرگز در یادداشت های طراحی «سطوح بیرونی پولیش» ننویسید. این تعریف را کاملاً به تفسیر واگذار می کند. درعوض، از فراخوانهای صریح مانند:
FINISH SURFACE TO BE SPI A-2 بر روی صورت های آرایشی قابل مشاهده. - از Splines مرزی بافت استفاده کنید: اگر یک قطعه قالبگیری شده دارای چندین روکش است (به عنوان مثال، یک نوار برجسته کلاس A بر روی یک محفظه بافتدار کلاس D)، یک خط مرزی تمیز و بریده بریده بر روی چاپ دو بعدی خود بکشید تا مناطق انتقال دقیق را نشان دهد.
- استانداردهای جهانی متقابل: اگر با زنجیره های تامین جهانی سر و کار دارید، شریک تولیدی شما ممکن است به VDI 3400 اروپایی (که بر اساس مقیاس های فرسایش جرقه است) یا کاتالوگ های بافت اختصاصی مانند Mold-Tech عادت داشته باشد. در صورت وجود، به مقادیر معادل توجه کنید (به عنوان مثال، SPI C-1 تقریباً با VDI 18 تا 21 مطابقت دارد).
- درخواست پلاک های بافت فیزیکی: قبل از اینکه به یک ابزارساز اجازه دهید تا یک حفره قالب چند هزار دلاری را بافت کند، یک تراشه نمونه فیزیکی که در قالب شما ساخته شده است درخواست کنید. دقیق مواد رزین انتخاب شده بافت ها در پلی پروپیلن طبیعی بسیار متفاوت از پلی کربنات سیاه هستند.
نتیجه گیری
تسلط بر استانداردهای پرداخت سطح SPI، شکاف بین مفاهیم طراحی صنعتی و عملکرد تولید در دنیای واقعی را پر می کند. با درک این موضوع که یک روکش کلاس A به فولاد ابزار درجه یک و طراحی قطعه بی عیب و نقص نیاز دارد، یا اینکه بافت کلاس D به زوایای پیش گشایی سخاوتمندانه نیاز دارد، می توانید از گلوگاه های تولید جلوگیری کنید، نرخ رد قطعات خود را کاهش دهید و بودجه ابزار خود را کنترل کنید.
همیشه در مرحله اولیه DFM با شریک قالب گیری تزریقی خود مشورت کنید تا انتخاب مواد، پیش نویس هندسی و استاندارد SPI مورد نظر خود را قبل از برش فولاد هماهنگ کنید.

