
مقدمه: چیزی فراتر از یک "لمس نرم"
به آخرین باری فکر کنید که یک ابزار برقی با کیفیت بالا یا یک مسواک درجه یک را انتخاب کرده اید. احتمالاً ساختار پلاستیکی سخت و محکمی را در زیر احساس کردید، اما دستتان روی یک سطح لاستیکی نرم و چسبناک قرار گرفته بود. به نظر نمی رسید دو قسمت جداگانه به هم چسبیده باشند. احساس می کرد یک شی واحد و یکپارچه است.
این قدرت است قالب گیری بیش از حد .
در دنیای تولید سفارشی، ما اغلب مجبوریم بین دوام و راحتی یا بین عملکرد و زیبایی یکی را انتخاب کنیم. قالب گیری بیش از حد این انتخاب را حذف می کند. این به طراحان اجازه می دهد تا چندین ماده را در یک قسمت ترکیب کنند و یکپارچگی ساختاری یک پلاستیک سفت و سخت را با مزایای لمسی یک الاستومر نرم ادغام کنند.
اما قالبگیری بیش از حد فقط ایجاد حس خوب در همه چیز نیست. برای مهندسان و خریداران B2B، این یک تصمیم استراتژیک تولید است که می تواند خطوط مونتاژ را ساده کند، رطوبت را مسدود کند و ارتعاشات را جذب کند - اغلب در حالی که هزینه کل تولید را کاهش می دهد.
قالب گیری بیش از حد چیست؟
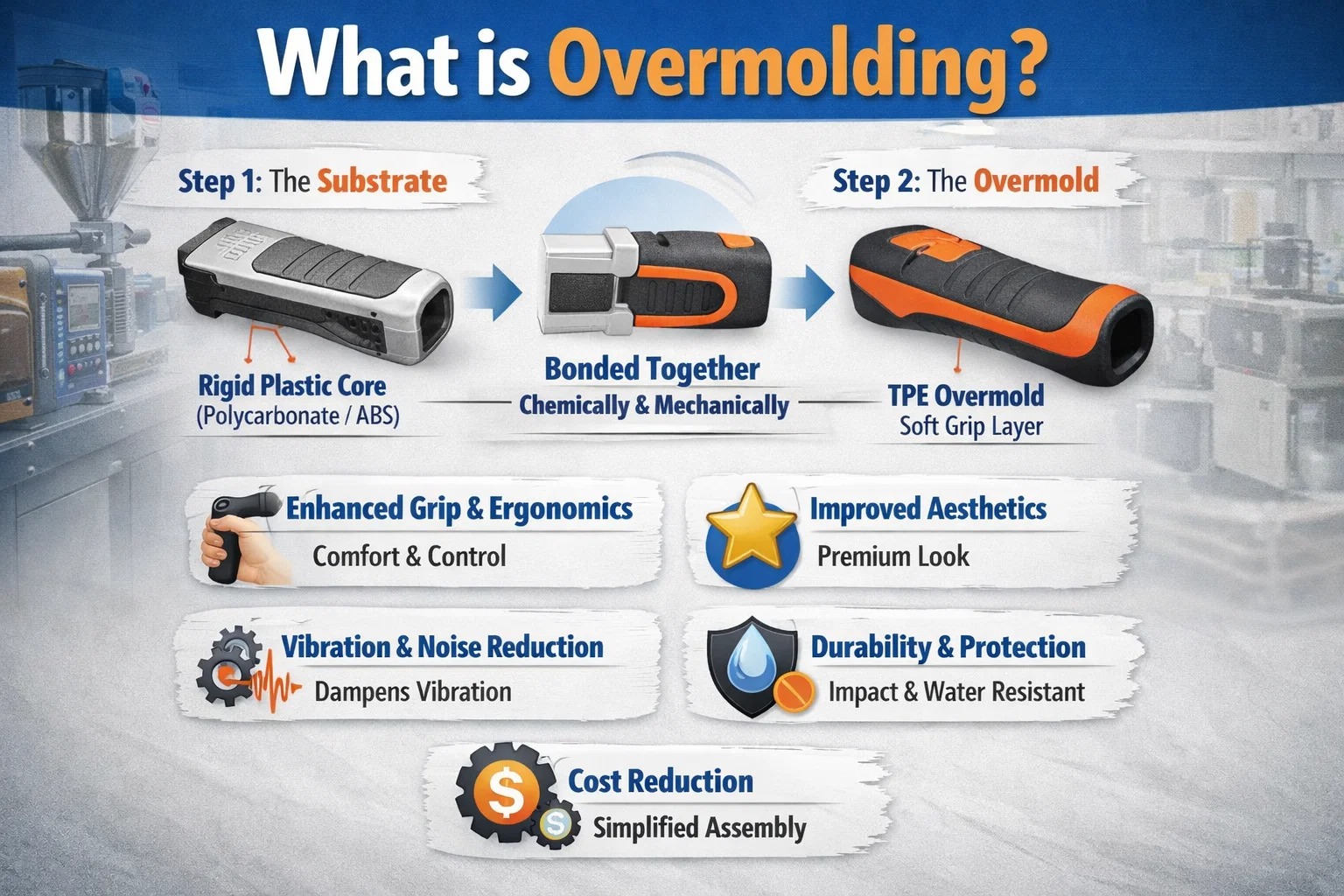
در هسته خود، تمامmolding یک فرآیند قالب گیری تزریقی است که در آن یک ماده (معمولاً یک لاستیک نرم یا الاستومر ترموپلاستیک) مستقیماً روی ماده دوم (معمولاً یک پلاستیک سخت) قالبگیری میشود.
فکر کردن به آن به عنوان یک رابطه دو مرحله ای مفید است:
- بستر: این قسمت پایه است. معمولاً یک پلاستیک سفت و سخت مانند پلی کربنات یا ABS است که "اسکلت" یا ساختار را فراهم می کند.
- Overmold: این مواد قالب گیری شده است over بستر به عنوان "پوست" عمل می کند و چسبندگی، رنگ یا محافظت را فراهم می کند.
بر خلاف مونتاژ ساده که ممکن است یک ضربه گیر لاستیکی را روی جعبه پلاستیکی بپیچید، قالب گیری بیش از حد یک پیوند دائمی ایجاد می کند. این پیوند یا به صورت شیمیایی (مواد در سطح مولکولی با هم ذوب می شوند) یا به صورت مکانیکی به دست می آید (قالب بیش از حد به لایه های زیرین و سوراخ هایی در بستر جریان می یابد تا خود را در آن قفل کند).
فواید قالب گیری بیش از حد
چرا باید در طراحی قالب دو شات یا مدیریت دو ماده مختلف دچار مشکل شویم؟ زیرا بازده در ارزش محصول بسیار زیاد است. در اینجا دلیلی است که سازندگان برای قطعات سفارشی خود قالب گیری را انتخاب می کنند:
1. چسبندگی و ارگونومی پیشرفته
این بارزترین فایده است. اگر در حال طراحی یک دستگاه دستی هستید - خواه ابزار جراحی باشد یا اسکنر بارکد - خستگی کاربر یک مشکل واقعی است. یک دسته پلاستیکی سفت و محکم در صورت خیس شدن یا عرق کردن، لیز می شود. قالب گیری بیش از حد یک لایه TPE (الاستومر ترموپلاستیک) اصطکاک و نرمی را افزایش می دهد و باعث می شود محصول ایمن تر و راحت تر در دست نگه دارید.
2. بهبود زیبایی شناسی و برندسازی
بیایید صادق باشیم: ظاهر مهم است. یک محفظه پلاستیکی خاکستری ساده ظاهری کاربردی به نظر میرسد، اما فریاد نمیزند "ممتاز". Overmolding به شما امکان می دهد از رنگ ها و بافت های متضاد استفاده کنید. میتوانید یک سپر لاستیکی نارنجی روشن به یک پوشش سیاه اضافه کنید تا رنگهای برند را برجسته کنید یا نقاط تماس را نشان دهید. این محصول ظاهری تمامشده و باکیفیت میدهد که در قفسه خودنمایی میکند.
3. کاهش لرزش و نویز
در مصارف صنعتی یا فضای داخلی خودرو، جغجغه شدن قطعات نشانه کیفیت پایین است. یک لایه نرم بیش از حد می تواند به عنوان ضربه گیر داخلی عمل کند. ارتعاشات موتورها را کاهش می دهد و از صدای پلاستیک روی پلاستیک جلوگیری می کند و از قطعات الکترونیکی داخلی ظریف در برابر ضربه محافظت می کند.
4. افزایش دوام و حفاظت
قالب گیری بیش از حد به طور موثر یک مهر و موم ایجاد می کند. با قالبگیری یک ماده نرم روی دکمهها یا درزها، میتوانید دستگاهی را بدون نیاز به اورینگ یا واشر جداگانه در برابر آب یا ضد گرد و غبار بسازید. همچنین مقاومت در برابر ضربه را فراهم می کند. اگر دستگاهی بیفتد، قالب نرم انرژی ضربه را جذب می کند و از هسته سفت و سخت در برابر ترک محافظت می کند.
5. کاهش هزینه از طریق ساده سازی مونتاژ
این ممکن است غیر منطقی به نظر برسد - آیا قالبگیری بیش از حد نیاز به ابزار گرانتری ندارد؟ در ابتدا، بله. با این حال، قالب گیری بیش از حد، مراحل مونتاژ ثانویه را حذف می کند. برای چسباندن دستگیره روی دسته یا پیچ در واشر نیازی به پرداخت هزینه به کارگر ندارید. با ادغام این ویژگیها در فرآیند قالبگیری، هزینههای نیروی کار را کاهش میدهید، نیاز به چسبها (که نامرتب هستند و ممکن است خراب شوند) را از بین میبرید و زمان کلی تولید را تسریع میکنید.
جایی که Overmolding را خواهید دید
هنگامی که شروع به جستجوی بیش از حد قالب می کنید، متوجه می شوید که همه جا وجود دارد. صنایع مختلف به دلایل بسیار متفاوت از آن استفاده می کنند، اما هدف همیشه بهبود تجربه کاربر است.
- صنعت خودرو: همه چیز در مورد "احساس برتر" و کاهش نویز است. آن دستگیره لمسی نرم روی داشبورد شما؟ این بیش از حد قالب گیری است. صدای ارزان و توخالی پلاستیک را از بین می برد و چسبندگی لمسی ایجاد می کند که احساس لوکسی به شما می دهد.
- تجهیزات پزشکی: در اینجا، تابع بر فرم حاکم است. جراحان به وسایلی نیاز دارند که در هنگام خیس شدن لیز نخورند. علاوه بر این، قالبگیری بیش از حد، شکافهایی را که باکتریها میتوانند در آن پنهان شوند را از بین میبرد و عقیمسازی را بسیار آسانتر و مؤثرتر میکند.
- لوازم الکترونیکی مصرفی: به قاب گوشی هوشمند یا بلندگوی بلوتوث ضدآب خود فکر کنید. قالب گیری بیش از حد، حفاظت از ضربه مورد نیاز برای زنده ماندن از یک قطره و مهر و موم های لازم برای جلوگیری از ورود آب را فراهم می کند.
- ابزار صنعتی: مته های برقی و چکش ضربه می خورند. قالب گیری بیش از حد از مواد مقاوم در برابر ضربه برای محافظت از محفظه موتور ابزار و کاهش انتقال ارتعاش به دست کارگر استفاده می کند و از آسیب در شیفت های طولانی جلوگیری می کند.
مواد قالب گیری بیش از حد: شیمی پیوند
اینجا جایی است که لاستیک - به معنای واقعی کلمه - با جاده برخورد می کند.
شما می توانید یک قسمت زیبا با هندسه کامل طراحی کنید، اما اگر موادی را انتخاب کنید که از نظر شیمیایی سازگار نیستند، قالب مانند یک برچسب جدا می شود. قالب گیری موفق یک آزمایش شیمی است. برای اینکه بخواهید به هم بچسبید به بستر (قسمت سفت) و قالب (قسمت نرم) نیاز دارید.
رایج ترین بازیکنان در این بازی عبارتند از:
1. ترموپلاستیک (متداول ترین انتخاب)
برای اکثر قطعات سفارشی، شما با الاستومرهای ترموپلاستیک (TPE) یا پلی اورتان های ترموپلاستیک (TPU) سروکار خواهید داشت.
- TPE (الاستومر ترموپلاستیک): این اسب کار صنعت است. همه کاره است، رنگ آمیزی آن آسان است و در لمس نرم به نظر می رسد. به خوبی با پلاستیک های معمولی مانند پلی کربنات (PC) و ABS پیوند می خورد. اگر در حال ساخت یک دسته مسواک یا دسته نرم هستید، احتمالاً TPE بهترین گزینه برای شماست.
- TPU (پلی اورتان ترموپلاستیک): اگر TPE انتخاب "نرم راحت" است، TPU "مرد سخت" است. مقاومت فوق العاده ای در برابر سایش، خراش و مواد شیمیایی ارائه می دهد. اغلب میبینید که از TPU در پایین جعبههای الکترونیکی یا دندههای صنعتی استفاده میشود که روی سطوح ناهموار کشیده میشوند.
- TPV (ولکانیزه ترموپلاستیک): این ماده به لاستیک واقعی نزدیکتر است. این دارای مقاومت عالی در برابر حرارت و مقاومت در برابر آب و هوا است، که آن را برای قطعات خودروهای زیر کاپوت یا درزگیرهای فضای باز مناسب می کند.
2. ترموست (لاستیک و سیلیکون)
گاهی اوقات، ترموپلاستیک ها کافی نیستند. ممکن است به مقاومت شدید حرارتی یا زیست سازگاری سیلیکون (LSR) یا لاستیک طبیعی نیاز داشته باشید.
- لاستیک سیلیکونی مایع (LSR): LSR استاندارد طلایی برای ایمپلنت های پزشکی و ظروف پخت و پز با حرارت بالا است. با این حال، مشکل است. از آنجایی که سیلیکون به جای اینکه فقط ذوب شود، درمان (پیوندهای متقاطع) را انجام می دهد، به طور طبیعی نمی خواهد به بسیاری از پلاستیک ها بچسبد. قالبگیری بیش از حد سیلیکون معمولاً به گریدهای تخصصی «خود چسبنده» یا قفلهای مکانیکی (سوراخها و لنگرها) در طرح نیاز دارد تا آن را در جای خود نگه دارد.
نحوه انتخاب مواد مناسب
هنگامی که مشتریان ما با پروژه ای به ما مراجعه می کنند، ما با پرسیدن چهار سوال شروع می کنیم تا فهرست مطالب را محدود کنیم:
1. بستر چیست؟
این بحرانی ترین محدودیت است. اگر قسمت پایه شما نایلون است، به یک TPE که به طور خاص برای اتصال با نایلون فرموله شده است، نیاز دارید. اگر قسمت پایه شما پلی پروپیلن است، به یک TPE متفاوت نیاز دارید. ما اغلب می گوییم "لایک لایک لایک". مواد قطبی بهترین پیوند را با سایر مواد قطبی دارند.
2. محیط زیست چیست؟
آیا این قطعه در داخل دفتر تهویه مطبوع استفاده می شود یا به بلوک موتور پیچ می شود؟ اگر نیاز به مقاومت در برابر اشعه ماوراء بنفش بالا (در فضای باز) یا روغن و گریس (خودرو) داشته باشد، TPE استاندارد ممکن است تخریب شود. در این موارد، ممکن است به TPV یا TPU بروید.
3. چقدر باید احساس نرمی داشته باشد؟
سختی را با استفاده از ساحل A مقیاس
- ساحل 30A-40الف: بسیار نرم، ژل مانند (مانند کفی کفش ژله ای).
- Shore 60A-70الف: محکم اما انعطاف پذیر (مانند لاستیک ماشین یا پاشنه کفش).
- Shore 90الف: سخت، به سختی می دهد (مثل چرخ سبد خرید).
اکثر دستگیره های دستی به راحتی در محدوده 50A-70A قرار می گیرند.
4. اصطکاک و هاپتیک
آیا میخواهید دستگیره «چسبنده» (اصطکاک زیاد) یا «ابریشمی» (اصطکاک کم) احساس شود؟ دستگیره با اصطکاک بالا برای چکش عالی است، اما برای دستگاهی که باید به راحتی داخل جیب بلغزد، وحشتناک است.
نکته ای در مورد سازگاری باند
اگر چیز دیگری از این بخش حذف نمی کنید، این را به خاطر بسپارید: چسبندگی شیمیایی پادشاه است.
در حالی که میتوانیم قفلهای مکانیکی طراحی کنیم (در بخش طراحی بیشتر در مورد آن توضیح داده شده)، پیوند شیمیایی واقعی قویترین قطعات را ایجاد میکند.
- بهترین دوستان: ABS و پلی کربنات به طور کلی به خوبی با TPE و TPU پیوند دارند.
- روابط دشوار: چسباندن نایلون (PA) و POM (استال) بسیار دشوار است. آنها اغلب برای دستیابی به چسبندگی نیاز به گریدهای تخصصی و گرانتر از مواد بیش از حد قالب دارند.
فرآیند تولید بیش از حد: دو راه برای انجام کار
زمانی که تصمیم می گیرید قطعه ای را بیش از حد قالب بزنید، باید روش ساخت را انتخاب کنید. این انتخاب معمولاً به بودجه و حجم تولید شما بستگی دارد.
به طور کلی دو راه برای رسیدن به بیش از حد قالب وجود دارد:
1. قالب گیری درج (انتخاب انعطاف پذیر)
قالب گیری را وارد کنید متداول ترین روش برای حجم های تولید کمتر یا هنگام قالب گیری بیش از حد بر روی قطعات فلزی است.
چگونه کار می کند:
- بستر (قسمت صلب) ابتدا در دستگاه جداگانه قالب گیری می شود.
- یک کارگر (یا یک ربات) آن قسمت سفت و سخت تمام شده را می گیرد و آن را با دست در یک قرار می دهد دوم حفره قالب
- دستگاه بسته می شود و TPE نرم روی قسمت سفت و سخت تزریق می شود.
جوانب مثبت: هزینه ابزار کمتر (شما از ماشین آلات استاندارد استفاده می کنید).
معایب: هزینه نیروی کار بالاتر (کسی باید قطعات را جابجا کند) و زمان چرخه کندتر.
2. قالب گیری دو شات (2K) (انتخاب با سرعت بالا)
اگر میلیونها مسواک یا تیغ یکبار مصرف میسازید، این کار را انجام میدهید. قالب گیری دو شات به ماشین تخصصی با دو واحد تزریق نیاز دارد.
چگونه کار می کند:
- این دستگاه پلاستیک سفت و سخت را برای تشکیل زیرلایه تزریق می کند.
- قالب فضایی را ایجاد می کند - معمولاً با چرخش 180 درجه یا استفاده از یک هسته فولادی کشویی - و بلافاصله ماده دوم (TPE) را به همان ابزار تزریق می کند.
- قسمت کاملاً تمام شده بیرون می آید.
جوانب مثبت: کیفیت فوق العاده سریع، دقیق و ثابت. عدم جابجایی دستی به معنای آلودگی کمتر است.
معایب: ابزار گران است. شما برای یک قالب پیچیده، چرخان و یک ماشین تخصصی هزینه می کنید.
ملاحظات طراحی: چگونه از آشفتگی جلوگیری کنیم
طراحی برای قالب گیری بیش از حد پیچیده تر از قالب گیری تزریقی استاندارد است. شما فقط جریان یک ماده را مدیریت نمی کنید. شما در حال مدیریت تعامل دو ماده با خواص حرارتی متفاوت هستید.
در اینجا "قوانین طلایی" است که ما به مشتریان مهندسی خود می دهیم تا اطمینان حاصل شود که طراحی آنها قابل ساخت است.
1. ضخامت دیوار بسیار مهم است
درست مانند قالبگیری استاندارد، قوام کلیدی است. اگر لایه TPE شما خیلی ضخیم باشد، با سرد شدن به میزان قابل توجهی منقبض می شود. از آنجا که بستر سفت و سخت در زیر نخواهد کرد به همان اندازه منقبض شود، این باعث می شود کل قسمت تاب یا خم شود.
- قانون: ضخامت دیواره TPE را یکنواخت نگه دارید. ما به طور کلی ضخامت TPE را توصیه می کنیم 0.5 میلی متر و 3.0 میلی متر . هر چیزی ضخیم تر باعث ایجاد لکه های فرورفتگی و تاب برداشتن می شود.
2. از قفل های مکانیکی استفاده کنید (رویکرد "تسمه و آویز")
حتی اگر مواد شما از نظر شیمیایی سازگار هستند، ما همیشه طراحی را توصیه می کنیم اینترلاک های مکانیکی . این یک ویژگی فیزیکی است که مواد بیش از حد قالب را به دام می اندازد تا نتواند از بین برود.
مثل بستن دکمه های پیراهن به آن فکر کنید. چسبندگی شیمیایی پارچه است. اینترلاک دکمه است.
- سوراخ ها: اگر سوراخ هایی را در بستر طراحی کنید، TPE به طرف دیگر جریان می یابد و اساساً "قارچ" می کند تا خود را در آن قفل کند.
- آندرکات: یک دم یا شیار در قسمت سفت و سختی که TPE در آن جریان دارد ایجاد کنید.
- بسته بندی ها: به سادگی پیچاندن TPE در اطراف لبه قطعه به سمت پشت، یک لنگر فیزیکی ایجاد می کند.
3. «خاموش شدن» را مدیریت کنید
"خاموش" خطی است که در قسمت شما وجود دارد که در آن مواد نرم متوقف شده و پلاستیک سخت شروع می شود. این رایج ترین مکان برای نقص است.
- اگر ابزار فولادی به اندازه کافی روی زیرلایه فشار نیاورد، TPE پرفشار از خط عبور کرده و "فلاش" زشتی ایجاد می کند.
- نکته طراحی: یک شیار یا یک پله در خط خاموش طراحی کنید. این یک انتقال شفاف و تمیز ایجاد می کند و به ابزار فولادی کمک می کند تا در برابر پلاستیک محکم شود تا از چشمک زدن جلوگیری کند.
4. لبه ها را پر نکنید
از طراحی لایه TPE با ضخامت صفر (یک لبه پر) اجتناب کنید. لاستیک نازک ضعیف است. تقریباً بلافاصله پوسته می شود، پیچ می خورد و پاره می شود.
- رفع: همیشه لایه TPE را به طور ناگهانی در یک شیار یا همسطح با دیوار خاتمه دهید. به مواد ضخامت کافی (حداقل 0.5 میلی متر) تا لبه بدهید تا یکپارچگی ساختاری داشته باشد.
عیب یابی: وقتی همه چیز اشتباه می شود
حتی مهندسان باتجربه نیز در قالب سازی بیش از حد با مشکل مواجه می شوند. از آنجایی که شما با دو ماده مختلف و دینامیک حرارتی مبارزه می کنید، حاشیه خطا کمتر از قالب گیری استاندارد است. در اینجا سه عیب رایجی که می بینیم و نحوه رفع آنها آورده شده است.
1. لایه برداری (لایه برداری)
علامت: قالب نرم مانند یک برچسب از بستر سفت جدا می شود.
علت: این تقریباً همیشه یک ناسازگاری شیمیایی یا یک " بستر سرد " است. اگر قسمت سفت و سخت قبل از برخورد مواد نرم بیش از حد سرد شود، پیوند مولکولی تشکیل نمیشود.
رفع:
- بررسی سازگاری: آیا می خواهید TPE را به نایلون بدون عامل چسباننده بچسبانید؟
- زیرلایه را از قبل گرم کنید: در قالبگیری اینسرت، اغلب قسمتهای سفت و سخت را قبل از قرار دادن در قالب در فر گرم میکنیم. این به این دو ماده کمک می کند تا بهتر ترکیب شوند.
2. فلش (The Messy Edge)
علامت: مواد نازک بیش از حد از خط طراحی مورد نظر خارج می شود.
علت: TPE اغلب بسیار سیال است (ویسکوزیته کم). اگر ابزار فولادی به طور کامل در برابر بستر سفت و سخت بسته نشود، TPE فرار می کند.
رفع: شما به یک تناسب "له کردن" نیاز دارید. ابزار فولادی باید طوری طراحی شود که کمی به زیرلایه فشار وارد کند (حدود 0.002 اینچ) تا یک مهر و موم محکم ایجاد کند.
3. شات های کوتاه
علامت: قالب به طور کامل پر نمی شود؛ بخش هایی از دستگیره گم شده است.
علت: هوای محبوس شده همانطور که TPE بر روی بستر جریان می یابد، هوا می تواند در انتهای پرکننده به دام بیفتد و از تکمیل شکل مواد جلوگیری کند.
رفع: بهبود تهویه در قالب هوا به راهی برای فرار نیاز دارد تا پلاستیک بتواند فضای خالی را پر کند.
واقعیت هزینه: آیا قالب گیری بیش از حد ارزش آن را دارد؟
بیایید با اعداد صحبت کنیم. خریداران B2B اغلب وقتی قیمت اولیه را برای قالب گیری بیش از حد می بینند تردید می کنند.
سرمایه گذاری اولیه
بله، قالب گیری بیش از حد در ابتدا گران است.
- ابزار سازی: شما اساساً برای دو قالب (یا یک قالب 2 شات بسیار پیچیده) هزینه می کنید. انتظار می رود هزینه های ابزارآلات باشد 50 تا 100 درصد بالاتر نسبت به یک قالب استاندارد تک شات.
- زمان ماشین: اگر از دستگاه 2 شات استفاده می کنید، نرخ ساعتی بالاتر از یک پرس استاندارد است.
پس انداز بلند مدت
با این حال، "شوک برچسب" معمولاً با نگاه کردن به آن ناپدید می شود کل هزینه مالکیت .
- کار مونتاژ صفر: شما هزینه کار چسباندن، پیچاندن یا به هم چسبیدن قطعات را حذف می کنید.
- بدون چسب: از خرید چسب های صنعتی و پرایمرهای گران قیمت خودداری می کنید.
- کنترل کیفیت: شما خطر خطاهای مونتاژ را از بین می برید (به عنوان مثال، کارگر فراموش می کند واشر را نصب کند).
حکم: اگر حجم های کم (زیر 1000 دستگاه) تولید می کنید، قالب گیری بیش از حد ممکن است زیاد باشد—به مونتاژ دستی پایبند باشید. اما برای تولید با حجم بالا (10000 دستگاه)، صرفه جویی در نیروی کار تقریباً همیشه بیشتر از هزینه ابزارآلات بالاتر است.
انتخاب شریک Overmolding
هر کارگاه قالب گیری تزریقی نمی تواند قالب گیری بیش از حد را انجام دهد. این نیاز به تجهیزات خاص و دانش عمیق تر علم مواد دارد. هنگام بررسی یک تامین کننده، به این سه مورد توجه کنید:
- تجربه دو شات: نمونه بخواهید اگر آنها فقط «قالبگیری درج» (قطعات بارگیری با دست) را انجام دهند، ممکن است با دقت با حجم بالا مشکل داشته باشند.
- تخصص مواد: از آنها بپرس، "چه درجه ای از TPE را برای چسباندن به نایلون پر شده با شیشه توصیه می کنید؟" اگر نمی توانند فوراً به آن پاسخ دهند یا پیشنهاد صحبت با تأمین کننده مواد خود را ندارند، اجرا کنید.
- نرم افزار شبیه سازی: آیا از آنالیز Moldflow استفاده می کنند؟ شبیهسازی در قالبگیری بیش از حد برای پیشبینی اینکه چگونه ماده دوم روی ماده اول بدون ذوب مجدد یا تاب برداشتن جریان مییابد، بسیار مهم است.
نتیجه گیری
قالب گیری بیش از حد یکی از مؤثرترین راه ها برای ارتقای محصول شما از «عملکردی» به «پیدر بازار» است. یک محفظه پلاستیکی ساده را به دستگاهی بادوام، ارگونومیک و درجه یک تبدیل می کند.
در حالی که قوانین طراحی سختگیرانهتر هستند و ابزار اولیه یک سرمایهگذاری است، بازده آن - در عملکرد محصول، زیباییشناسی و صرفهجویی در مونتاژ - غیرقابل انکار است.
چه در حال طراحی نسل بعدی دستگاه های پزشکی باشید و چه ابزارهای صنعتی ناهموار، کلید موفقیت در همکاری اولیه نهفته است. منتظر نمانید تا طرح منجمد شود. شریک تولیدی خود را زودتر بیاورید تا در مورد جفت شدن مواد و مکانهای خاموشی صحبت کنید، و اطمینان حاصل میکنید که یک پیوند مادامالعمر باقی میماند.
منبع پاداش: ماتریس سازگاری Overmolding
مهندسان اغلب از ما می پرسند، "آیا TPE به این موضوع پایبند خواهد بود؟" پاسخ به ندرت یک بله یا خیر ساده است - این به شیمی بستگی دارد.
از این نمودار به عنوان یک راهنمای مرجع سریع استفاده کنید. ما اوراق قرضه را در سه سطح طبقه بندی کرده ایم:
- پیوند شیمیایی: مواد به طور طبیعی در طول قالب گیری ذوب می شوند.
- قفل مکانیکی مورد نیاز: آنها از نظر شیمیایی نمی چسبند. شما باید سوراخ ها یا برش هایی را برای به دام انداختن بیش از حد قالب طراحی کنید.
- ناسازگار: این مواد با هم برخورد می کنند (به عنوان مثال، دمای مذاب بسیار متفاوت است) و نباید با هم استفاده شوند.
جفت های متداول مواد
| بستر (سخت) | TPE (استایرنیک) | TPU (اورتان) | TPV (ولکانیزاسیون) | سیلیکون (LSR) |
|---|---|---|---|---|
| ABS | عالی | خوب | منصفانه | پرایمرهای مورد نیاز |
| پلی کربنات (PC) | عالی | عالی | منصفانه | پرایمرهای مورد نیاز |
| پلی پروپیلن (PP) | خوب | بیچاره | عالی | بیچاره |
| نایلون (PA6 / PA66) | دشوار است * | منصفانه | منصفانه | بیچاره |
| پلی استایرن (PS) | خوب | بیچاره | بیچاره | بیچاره |
| POM (استال) | بیچاره | بیچاره | بیچاره | بیچاره |
نکات حرفه ای مهندسی برای این نمودار
1. "مشکل نایلون"
متوجه خواهید شد که نایلون (PA) با علامت "مشکل" مشخص شده است. این رایج ترین دام برای طراحان جدید است. نایلون رطوبت سنجی است (جذب رطوبت) و مقاومت بالایی در برابر حرارت دارد. TPE استاندارد بلافاصله از بین می رود.
- راه حل: باید الف را مشخص کنید درجه TPE اصلاح شده به طور خاص برای چسبندگی نایلون طراحی شده است. همچنین باید زیرلایه نایلون را گرم نگه دارید (اغلب آن را از قبل گرم کنید) تا TPE در لحظه تماس با سطح یخ نزند.
2. قانون "لایک لایک لایک".
راز خواندن این نمودار این است قطبیت .
- مواد قطبی (ABS، PC، TPU) دوست دارند با دیگر مواد قطبی پیوند بخورند.
- مواد غیر قطبی (PP، PE، استاندارد TPE) دوست دارند با سایر مواد غیر قطبی پیوند بخورند.
- مخلوط کردن آنها (به عنوان مثال، TPU روی پلی پروپیلن) معمولاً بدون اصلاح شیمیایی با شکست مواجه می شود.
3. وقتی در شک هستید، اینترلاک کنید
حتی اگر رتبه «عالی» (مانند ABS TPE) دارید، همچنان توصیه میکنیم در صورتی که قطعه مورد سوء استفاده شدید قرار گیرد، یک قفل مکانیکی کوچک اضافه کنید. در مرحله طراحی هزینه اضافی ندارد، اما بیمه در برابر لایه برداری در این زمینه را فراهم می کند.
فراخوان نهایی (CTA)
از آنجایی که این یک مقاله تولید سرنخ B2B است، در اینجا یک CTA بسته پیشنهادی برای قرار دادن بعد از نمودار وجود دارد:
"هنوز مطمئن نیستید که آیا ترکیب مواد شما کار خواهد کرد؟
با بودجه قالب خود حدس نزنید. در قالب IMTEC، ما هزاران قطعه سفارشی را بیش از حد قالببندی کردهایم. امروز فایل یا لیست مواد سه بعدی خود را برای ما ارسال کنید و مهندسان ما یک بررسی رایگان DFM (طراحی برای قابلیت ساخت) انجام خواهند داد تا اطمینان حاصل شود که مواد شما به خوبی به هم متصل می شوند - قبل از اینکه فولاد را برش دهید."
سوالات متداول در مورد Overmolding
س: تفاوت بین قالب گیری درج و قالب گیری بیش از حد چیست؟
الف: تفاوت اصلی در روند است، نه نتیجه. قالب درج کنید شامل قرار دادن یک قسمت از پیش ساخته شده (اغلب فلز یا پلاستیک سفت و سخت) در قالب است به صورت دستی قبل از تزریق ماده دوم Overmolding (به طور خاص قالب گیری دو شات) یک فرآیند مداوم و خودکار است که در آن یک دستگاه اولین ماده را تزریق می کند و بلافاصله ماده دوم را به همان ابزار تزریق می کند. قالبگیری اینسرتی عموماً برای حجمهای کم بهتر است، در حالی که قالبگیری بیش از حد دو شات برای تولید انبوه با حجم بالا بهتر است.
س: چرا قسمت بیش از حد قالب شده من جدا می شود (لامینه می شود)؟
الف: لایه برداری معمولا به یکی از سه دلیل اتفاق می افتد:
- ناسازگاری شیمیایی: شما دو ماده را انتخاب کردید که به طور طبیعی به هم متصل نمی شوند (به عنوان مثال، TPU روی پلی پروپیلن).
- بستر سرد: اگر قسمت سفت اول قبل از تزریق ماده دوم بیش از حد سرد شود، ذوب نمی شوند.
- آلودگی: اگر قالب را وارد کنید، گرد و غبار یا روغن روی سطح زیرلایه از چسبندگی جلوگیری می کند.
س: آیا می توانید پلاستیک را روی فلز قالب بزنید؟
الف: بله. این تقریبا همیشه از طریق انجام می شود قالب گیری را وارد کنید . نمونه های رایج عبارتند از قالب گیری بیش از حد یک دسته نرم روی یک آچار فلزی یا قالب گیری عایق پلاستیکی در اطراف کنتاکت های الکتریکی مسی. از آنجایی که فلز و پلاستیک از نظر شیمیایی به هم متصل نمی شوند، شما باید قسمت فلزی را با سوراخ، حلقه یا شیار طراحی کنید تا پلاستیک بتواند به طور مکانیکی روی آن قفل شود.
س: هزینه قالب گیری بیش از حد در مقایسه با قالب گیری استاندارد چقدر است؟
الف: انتظار می رود هزینه های ابزارآلات باشد 50 تا 100 درصد بالاتر از یک قالب استاندارد تک شات، زیرا ابزار پیچیده تر است. با این حال، قیمت قطعه (هزینه هر واحد) اغلب کاهش می یابد زیرا هزینه های کار مونتاژ دستی و چسب ها را حذف می کنید. برای تولید بیش از 10000 واحد، قالب گیری بیش از حد معمولاً گزینه مقرون به صرفه تر است.
س: حداقل ضخامت دیوار برای لایه بیش از حد قالب چقدر است؟
الف: ما حداقل ضخامت را توصیه می کنیم 0.5 میلی متر (0.020 اینچ) برای لایه نرم TPE هر چیزی که نازکتر از این باشد در حین تخلیه پاره می شود یا در لبه ها پوسته می شود. برای داشتن بهترین احساس "لمس نرم" بدون ایجاد لک سینک، ضخامت بین 1.5 میلی متر تا 3.0 میلی متر ایده آل است.

