
فلاش یکی از رایج ترین عیوب در قالب گیری تزریقی است - و یکی از اشتباه ترین آنها تشخیص داده شده است. پرههای نازک مواد اضافی که در خطوط جداکننده، پینهای اجکتور یا رابطهای درج ظاهر میشوند، اغلب تنها به دلیل پارامترهای فرآیند مورد سرزنش قرار میگیرند، در حالی که علت اصلی اغلب ابزارسازی است. این راهنما یک چارچوب تشخیصی سیستماتیک ارائه میکند که هر هفت دسته علت ریشهای، استانداردهای پیشگیری کمی، و یک ماتریس اولویت اقدام اصلاحی را برای حذف کارآمد فلاش پوشش میدهد.
1. چشمک زن قالب چیست؟
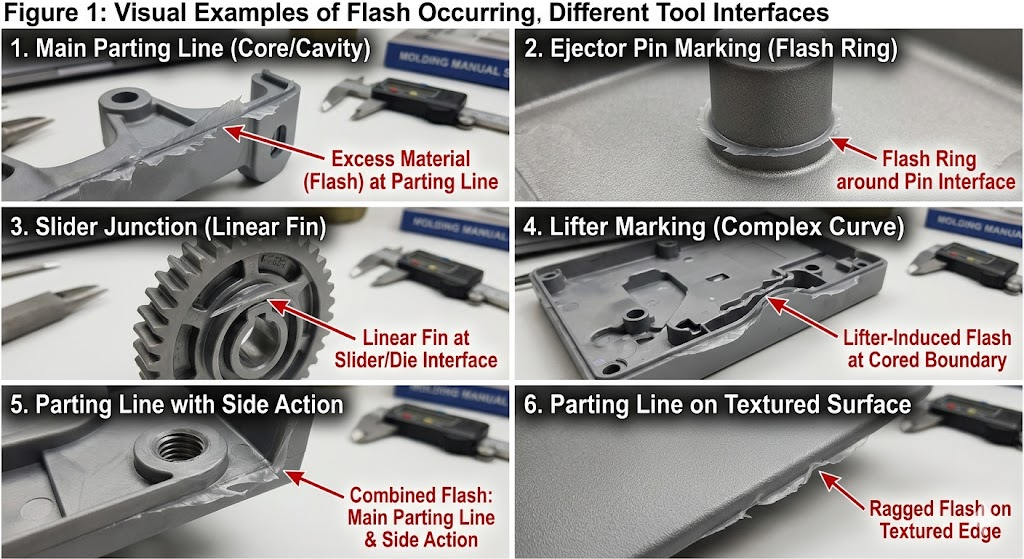
فلاش (همچنین: چشمک زن، فرز) مواد اضافی است که از طریق هر شکافی در ابزار قبل از انجماد از حفره قالب خارج می شود. به عنوان یک باله، تار یا لبه پردار نازک که به قسمت متصل شده است در موارد زیر ظاهر می شود:
- خطوط جدایی - رایج ترین مکان
- رابط های پین اجکتور - حلقه های فلاش دایره ای در اطراف صورت های پین
- رابط های اسلاید و بالابر - باله های خطی در امتداد سطوح تماس جانبی
- درج مرزها - در محیط های درج فلزی در قالب گیری درج
- مکان های تخلیه - اگر دریچه ها بزرگ یا فرسوده شده باشند
- سطوح خاموش - در ویژگی های هسته ای و سوراخ های عبوری
فلش صرفاً لوازم آرایشی نیست. عملیات پیرایش ثانویه را اضافه می کند، تداخل مونتاژ را به خطر می اندازد، لبه های تیز ایجاد می کند (خطر آسیب دیدگی و خرابی مهر و موم)، و در کاربردهای پزشکی یا تماس با مواد غذایی باعث عدم انطباق نظارتی می شود. مهمتر از آن، نشان دهنده شکافی در سیستم قالب است که اگر درمان نشود، با هر شلیک به تدریج افزایش می یابد.
2. هفت دسته علت ریشه ای
فلاش همیشه علت فوری یکسانی دارد - مواد تحت فشار شکاف پیدا می کنند. اما منشأ آن شکاف به هفت دسته مجزا تقسیم می شود که هر کدام به اقدامات اصلاحی متفاوتی نیاز دارند.
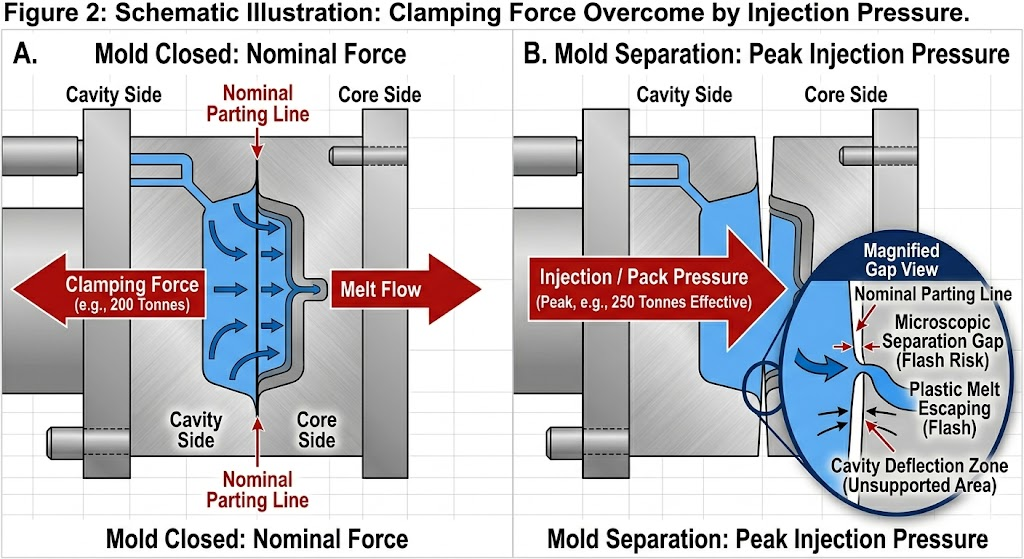
2.1 نیروی گیره ناکافی
شایع ترین علت نادیده گرفته می شود. اگر فشار تزریق از نیروی گیره موثر پرس بر روی ناحیه پیشبینی شده قطعه و سیستم راهانداز بیشتر شود، صفحات قالب در حین پر کردن و بستهبندی بهطور لحظهای جدا میشوند و یک شکاف پویا در خط جداسازی ایجاد میکنند.
بررسی تشخیصی:
نیروی گیره مورد نیاز (تن) = مساحت پیش بینی شده (cm²) × فشار حفره (MPa) ÷ 100برای قسمتی با مساحت پیش بینی شده 180 سانتی متر مربع (شامل دونده ها) که با فشار متوسط حفره 80 مگاپاسکال پر شده است:
گیره مورد نیاز = 180 × 80 ÷ 100 = حداقل 144 تنیک حاشیه ایمنی 20 تا 25 درصد اضافه کنید → حداقل 175 تا 180 تن
اجرای این قطعه بر روی یک پرس 150 تنی بدون در نظر گرفتن هر گونه تنظیم پارامتر دیگری، فلاش خط جدایی تولید می کند.
اشتباه رایج: محاسبه مساحت پیش بینی شده فقط از قسمت، به استثنای سیستم دونده. اسپرو، دونده ها و گیت ها فشار قابل توجهی در ناحیه پیش بینی شده و حفره ایجاد می کنند.
| مواد | محدوده فشار حفره معمولی | قاعده شست نیروی بستن |
|---|---|---|
| PP، PE (دیوار نازک) | 40-80 مگاپاسکال | 0.4-0.8 تن در سانتی متر مربع |
| ABS، PS | 50-90 مگاپاسکال | 0.5-0.9 تن در سانتی متر مربع |
| PA6، PA66 | 60-100 مگاپاسکال | 0.6-1.0 تن در سانتی متر مربع |
| PC، PC/ABS | 80-130 مگاپاسکال | 0.8-1.3 تن بر سانتی متر مربع |
| PPS، LCP | 90-150 مگاپاسکال | 0.9-1.5 تن در سانتی متر مربع |
| POM | 70-110 مگاپاسکال | 0.7-1.1 تن در سانتی متر مربع |
2.2 ساییدگی یا آسیب سطح جدایی
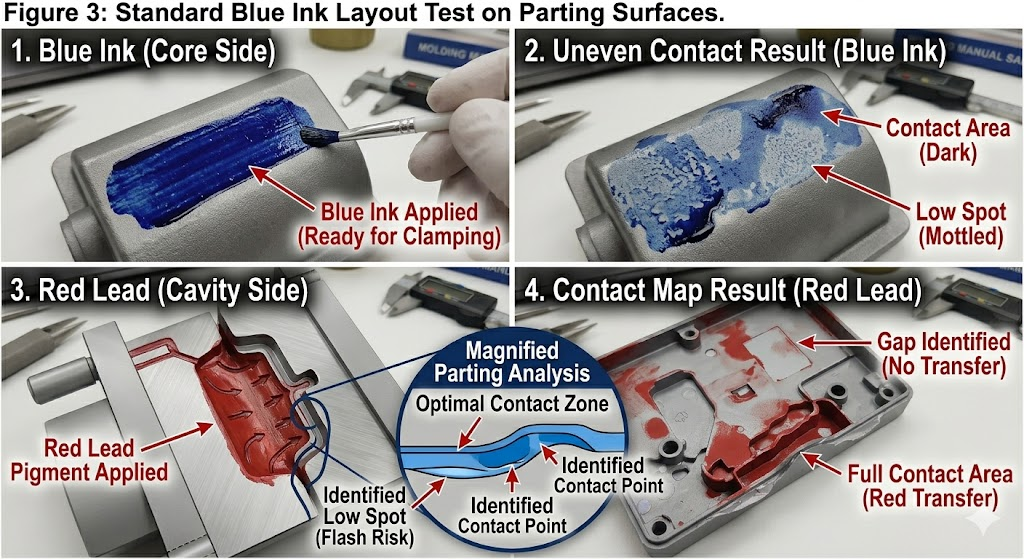
سطح جدایی (PS) مهر و موم اولیه بین حفره و جو است. هر گونه انحراف از صافی کامل - چه در اثر سایش، آسیب ضربه، فرسایش جرقه EDM یا سختی سطح ناکافی - به مواد اجازه فرار می دهد.
تحمل های بحرانی:
| اندازه قالب | حداکثر انحراف صافی PS مجاز | سختی فولاد توصیه شده |
|---|---|---|
| کوچک (<250 × 250 میلی متر) | 0.005 میلی متر | 48-52 HRC |
| متوسط (250-500 میلی متر) | 0.008 میلی متر | 48-52 HRC |
| بزرگ (بیش از 500 میلی متر) | 0.010-0.012 میلی متر | 44-48 HRC |
پروتکل بازرسی: تست انتقال جوهر آبی یا حرکت سنج حسگر در سراسر سطح جداکننده. هر شکاف > 0.010 میلی متر در یک ماده کالایی یا > 0.005 میلی متر در یک ماده با ویسکوزیته پایین (LCP، PPS) یک خطر ناگهانی است.
روش های تعمیر بر اساس شدت:
| نوع آسیب | روش تعمیر | زمان سرب |
|---|---|---|
| سایش جزئی (<0.05 میلی متر منطقه کم) | پولیش مجدد جوشکاری لیزری | 1-3 روز |
| سایش متوسط (0.05-0.2 میلی متر) | دستگاه جوش اسپری یا جوشکاری TIG | 3-5 روز |
| آسیب ضربه / فرورفتگی | جوش لیزری EDM دوباره جرقه | 2-4 روز |
| سایش گسترده (> 0.2 میلی متر) | PS کامل مجدد در آسیاب سطح | 3-7 روز |
| فلش مکرر همان مکان | پرداخت مجدد جوش هاردفس (Stellite). | 5-10 روز |
2.3 سرعت یا فشار بیش از حد تزریق
اگر پارامترهای فرآیند فشار حفره را فراتر از ظرفیت نیروی گیره فشار دهند، یا اگر سرعت تزریق به اندازهای بالا باشد که قبل از توسعه کامل تناژ گیره، یک اثر گوه هیدرولیک در خط جداکننده ایجاد کند، حتی یک قالب هندسی کامل چشمک میزند.
شرایط فرآیند القای فلاش:
- سرعت تزریق آنقدر بالا تنظیم شده است که حفره کمتر از 0.3 ثانیه پر می شود - اوج فشار فشار لحظه ای از ظرفیت گیره فراتر می رود.
- فشار بسته بالای 80 درصد فشار تزریق روی یک ماده با ویسکوزیته پایین تنظیم می شود
- زمان نگهداری فراتر از انجماد گیت - ادامه فشار پس از انجماد دروازه، نیرو را به صفحات قالب منتقل میکند، نه بستهبندی قطعات
- دمای مذاب خیلی بالا - ویسکوزیته را کاهش می دهد، مواد با شدت بیشتری در هر شکافی جریان می یابد
توالی تنظیم فرآیند (قبل از مداخله ابزارسازی):
- سرعت تزریق را با افزایش 10٪ کاهش دهید - بررسی کنید که آیا فلاش کاهش می یابد
- فشار بسته را به 60 تا 70 درصد فشار پر کاهش دهید
- بررسی کنید که زمان نگهداری از زمان انجماد گیت تجاوز نکند (از مطالعه فریز دروازه استفاده کنید)
- دمای مذاب را 5 تا 10 درجه سانتی گراد کاهش دهید
- اگر فلاش پس از هر چهار تنظیم ادامه پیدا کرد - علت اصلی ابزارسازی است نه پردازش
2.4 ویسکوزیته مواد بسیار کم است
مواد با ویسکوزیته پایین به شکاف هایی می ریزند که مواد با ویسکوزیته استاندارد پل می کنند. به همین دلیل است که گریدهای PPS، LCP و PA با وزن مولکولی کم به تحمل سطح جدایی محکم تری نسبت به ABS یا PP نیاز دارند.
شاخص جریان ذوب (MFI) به عنوان شاخص خطر فلاش:
| برد MFI (گرم در 10 دقیقه) | دسته خطر فلش | حداکثر فاصله مجاز PS |
|---|---|---|
| < 5 | کم | 0.020 میلی متر |
| 5-20 | متوسط | 0.015 میلی متر |
| 20-50 | بالا | 0.010 میلی متر |
| > 50 (به عنوان مثال، LCP، PP دیوار نازک) | بسیار بالا | 0.005-0.008 میلی متر |
تنوع مقدار مواد: MFI می تواند 15-25٪ بین لات های در همان درجه متفاوت باشد. قالبی که در آستانه فلاش با یک لات اجرا می شود ممکن است با لات بعدی چشمک بزند. همیشه MFI ورودی را در برابر داده های صلاحیت قالب بررسی کنید.
2.5 دمای قالب خیلی بالاست
افزایش دمای قالب، ویسکوزیته لایه مذاب را در تماس با سطح جداکننده کاهش میدهد و بازه زمانی را افزایش میدهد که در طی آن مواد به اندازه کافی سیال هستند تا به شکافها نفوذ کنند. این امر به ویژه برای:
- مواد کریستالی با نقطه ذوب تیز (POM، PPS، PA)
- مواد نزدیک به حد بالایی محدوده دمای قالب توصیه شده خود هستند
- قالبهای دونده داغ که در آنها گرمای منیفولد خیسانده میشود، میتواند دمای صفحه قالب را به صورت محلی افزایش دهد
قاعده کلی: هر 10 درجه سانتی گراد افزایش دمای قالب بالاتر از حداقل توصیه شده، حساسیت فلاش را تقریباً یک درجه ویسکوزیته افزایش می دهد - معادل 20٪ افزایش در MFI.
2.6 نقص طراحی قالب
ویژگی های هندسی در طراحی قالب که خطر فلاش ذاتی را ایجاد می کند:
دهانه های سطح جداکننده پشتیبانی نشده: سطوح جداکننده مسطح بزرگ بدون ستون های نگهدارنده تحت فشار حفره منحرف می شوند. یک صفحه قالب بدون پشتیبانی 400 × 400 میلی متر در فولاد P20 0.03-0.08 میلی متر را در 80 مگاپاسکال منحرف می کند - برای تولید فلاش در محیط کافی است.
قانون طراحی ستون پشتیبانی: حداکثر دهانه بدون تکیه گاه بین ستون های نگهدارنده = 150 میلی متر برای قالب های با کار متوسط. ستون ها را در مراکز 120-130 میلی متری برای مواد پرفشار (PC، PPS) اضافه کنید.
عرض ناکافی زمین در خط جدایی: "زمین" - نوار مسطح باریک بلافاصله در مجاورت حفره روی سطح جداکننده - باید به اندازه کافی گسترده باشد تا در برابر تغییر شکل ناشی از فشار مقاومت کند. حداقل عرض زمین توصیه شده:
| مواد | حداقل عرض زمین |
|---|---|
| PP، PE، ABS | 3-5 میلی متر |
| PA، POM، PC | 5-8 میلی متر |
| PPS، LCP | 8-12 میلی متر |
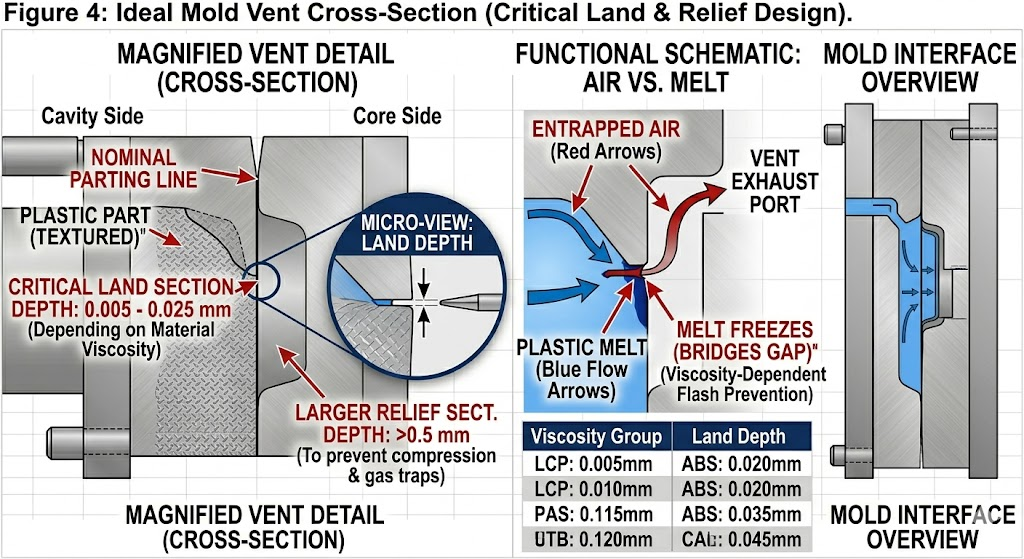
عمق هواگیری بیش از حد عمیق: دریچه ها شکاف های عمدی هستند - اگر بزرگتر شوند، به ژنراتورهای فلاش تبدیل می شوند. دستورالعمل های استاندارد عمق هواکش:
| مواد | عمق دریچه (بخش زمینی) | عمق دریچه (بخش تسکین) |
|---|---|---|
| PP، PE | 0.015-0.025 میلی متر | 0.5-0.8 میلی متر |
| ABS، PS | 0.010-0.020 میلی متر | 0.5-0.8 میلی متر |
| PA، POM | 0.010-0.015 میلی متر | 0.3-0.5 میلی متر |
| PC، PC/ABS | 0.008-0.015 میلی متر | 0.3-0.5 میلی متر |
| PPS، LCP | 0.005-0.010 میلی متر | 0.2-0.3 میلی متر |
2.7 قطعات متحرک فرسوده یا نامناسب
کنش های جانبی، بالابرها، کشش های هسته و پین های اجکتور، رابط های پویا ایجاد می کنند که در هر چرخه حرکت می کنند. این رابطها به تدریج فرسوده میشوند و رایجترین منبع فلاش در تولیدات با حجم بالا هستند که قبلاً فاقد فلاش بودند.
فلاش پین اجکتور: فاصله بین قطر پین و قطر سوراخ باید در محدوده های محکمی باشد. ترخیص استاندارد بر اساس مواد:
| مواد | پاکسازی پین اجکتور (در هر طرف) |
|---|---|
| PP، PE، ABS | 0.010-0.020 میلی متر |
| PA، POM | 0.008-0.015 میلی متر |
| PC، PC/ABS | 0.005-0.012 میلی متر |
| PPS، LCP | 0.003-0.008 میلی متر |
فاصله های بالاتر از این محدودیت ها باعث ایجاد فلاش پین قابل مشاهده می شود. در زیر آنها، پین ها بسته می شوند و می شکنند. این یک مشکل مدیریت سایش است - فاصله پین ها باید هر 100000 تا 200000 عکس بر روی ابزارهای با حجم بالا بررسی شود.
فلاش رابط اسلاید و بالابر: پوشیدن صفحات سایش (گیب ها) که حرکات جانبی را هدایت می کنند، به صفحه لغزنده اجازه می دهد 0.01 تا 0.05 میلی متر از سطح نشیمنگاه خود جابجا شود - برای فلاش کافی است. صفحات سایش گاب باید اجزای قابل تعویض در هر قالب تولیدی باشند، با فواصل بازرسی که در طرح نگهداری قالب تعریف شده است.
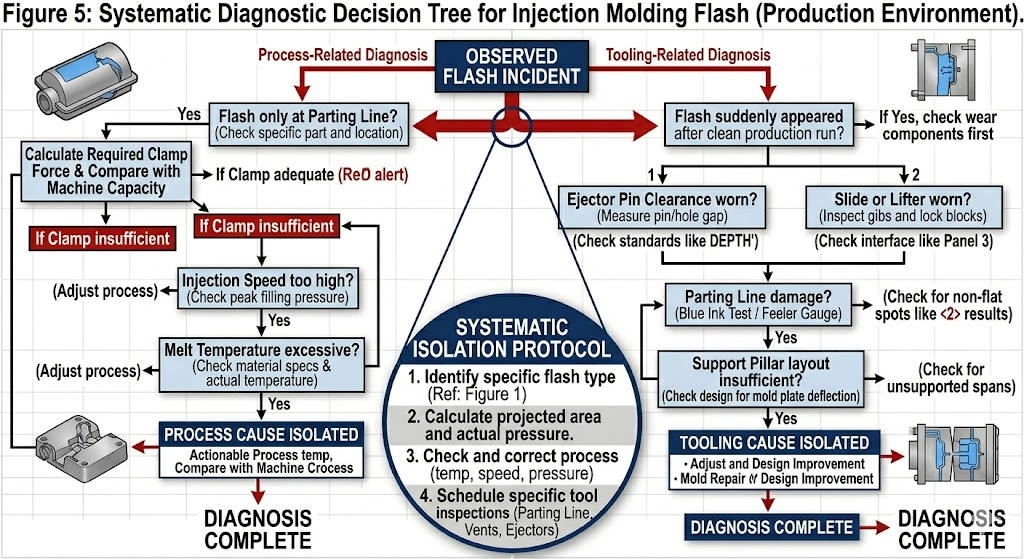
3. Flash Diagnostic Decision Tree
از این دنباله برای شناسایی علت اصلی بدون جداسازی قالب غیرضروری استفاده کنید:
فلاش مشاهده شد│├── فلش فقط در خط جدایی؟│ ├── بله ← ابتدا محاسبه نیروی گیره را بررسی کنید│ │ → سپس صافی PS را بررسی کنید (تست جوهر آبی)│ │ → سپس سرعت تزریق / فشار بسته را کاهش دهید│ └── NO → در زیر ادامه دهید│├── فقط روی پین های اجکتور فلش بزنید؟│ └── بله → اندازه گیری فاصله سنجاق به سوراخ│ → طول پین را بررسی کنید (پایه های بلند = فشار تماس بالاتر)│ │ قبل از بسته شدن گیره مطمئن شوید که برگشت صفحه اجکتور کاملاً جا افتاده است│├── فلش در رابط اسلاید/بالابر؟│ └── بله ← صفحات سایش گاب را بررسی کنید (سنج حسگر)│ │ نیروی نشیمنگاه اسلاید / زاویه قفل را بررسی کنید│ → تماس بلوک پاشنه را بررسی کنید│├── فلاش در دریچه ها؟│ └── بله ← اندازه گیری عمق دریچه (هدف: برش مجدد به مشخصات)│ → فرسایش دریچه را بررسی کنید (مواد ساینده پر از شیشه)│├── فلش ناگهان پس از X شات های تولید تمیز ظاهر شد؟│ └── بله ← علت مربوط به سایش (عقب، سطح جداکننده، پین های اجکتور)│ → برنامه بازرسی قالب / نگهداری پیشگیرانه│└── فلش از اولین شات قالب جدید وجود دارد؟ └── بله → بحث کیفیت طراحی یا ساخت → محاسبه نیروی گیره را بررسی کنید → کیفیت آسیاب سطح جداکننده را بررسی کنید → طرح ستون پشتیبانی را بررسی کنید → بررسی عمق دریچه در برابر مشخصات
4. استانداردهای پیشگیری توسط فاز ساخت قالب
مقرون به صرفه ترین پیشگیری از فلاش قبل از اجرای اولین شات قالب انجام می شود.
4.1 فاز طراحی
- شبیه سازی فشار حفره Moldflow را اجرا کنید - بررسی کنید که فشار حفره اوج × سطح پیش بینی شده از 80٪ ظرفیت گیره پرس برنامه ریزی شده تجاوز نمی کند.
- ستون های پشتیبانی را در مراکز ≤150 میلی متر برای تمام فشارهای حفره بیش از 60 مگاپاسکال طراحی کنید
- حداقل عرض زمین را برای هر دسته مواد مشخص کنید (بخش 2.6)
- عمق دریچه را مطابق با مشخصات مواد طراحی کنید - به مزایای ماشینکاری پیش فرض تکیه نکنید
- فاصله پین اجکتور را در طراحی قالب مشخص کنید - باید روی بلوک تلرانس ظاهر شود، نه اینکه به قضاوت ماشینکار واگذار شود.
4.2 فاز ساخت قالب
- قبل از مونتاژ نهایی - اندازه گیری سند، صافی سطح جداکننده را روی آسیاب سطحی بررسی کنید
- تست جوهر آبی پس از مونتاژ کامل - قبل از اولین آزمایش، 100٪ تماس سطح جداکننده لازم است
- اندازه گیری و ثبت تمام فاصله های پین اجکتور - حداقل 5 پین نمونه در هر قالب، مجموعه کامل برای قالب های بحرانی
- قبل از اولین تزریق، نشستن اسلاید را در زیر بار بستن پرس بررسی کنید - از خاک رس یا فیلم فوجی Prescale استفاده کنید
4.3 مرحله آزمایشی مقاله اول
- با سرعت تزریق 50٪ و فشار بسته 60٪ شروع کنید - به تدریج افزایش دهید
- مرز بالایی پنجره فرآیند ضبط (شروع فلاش) - این یک پارامتر تعیین صلاحیت قالب است
- عرض پنجره فرآیند سند: تفاوت بین شروع شات کوتاه و شروع فلاش باید ≥15٪ فشار تزریق برای یک قالب قوی باشد.
4.4 فاز تولید
- فواصل نگهداری پیشگیرانه را برای: بازرسی سطح جداسازی (هر 200000 عکس)، اندازه گیری صفحه سایش گاب (هر 150000 شات)، بررسی خلاصی پین اجکتور (هر 100000 عکس برای ابزارهای با حجم بالا) تعریف کنید.
- ردیابی رخدادهای فلاش بر اساس مکان در سیستم SPC - فلاش پیشرونده در یک مکان، قبل از اینکه به یک فرار با کیفیت تبدیل شود، سیگنال فرسوده می شود.
- سوابق بازرسی ورودی MFI را حفظ کنید - حوادث فلش را با داده های MFI مرتبط کنید
5. ماتریس اولویت اقدام اصلاحی
هنگامی که فلاش در تولید مشاهده می شود، از این ماتریس برای اولویت بندی اقدامات اصلاحی بر اساس هزینه و اثربخشی استفاده کنید:
| اقدام | هزینه | زمان اجرا | اثربخشی | اولویت |
|---|---|---|---|---|
| سرعت تزریق / فشار بسته را کاهش دهید | صفر | فوری | بالا (if process-caused) | 1 |
| کفایت نیروی گیره را بررسی کنید - به پرس بزرگتر بروید | کم | همان جابجایی | قطعی برای فلاش ناشی از گیره | 2 |
| تست جوهر آبی - شکاف تماس PS را شناسایی کنید | کم | 2-4 ساعت | تشخیصی نه اصلاحی | 3 |
| تعمیر جوش لیزری نقاط کم PS | متوسط | 1-3 روز | دائمی برای فلاش ناشی از سایش | 4 |
| صفحات فرسوده گاب را تعویض کنید | کم–Medium | 4-8 ساعت | دائمی برای فلاش اسلاید | 5 |
| پین های اجکتور را تعویض کنید (خلاصه بزرگ) | کم | 4-8 ساعت | دائمی برای فلاش پین | 6 |
| سطح جداکننده را دوباره آسیاب کنید | متوسط | 3-7 روز | دائمی برای پوشیدن گسترده PS | 7 |
| اضافه کردن ستون های پشتیبانی (کمبود طراحی) | بالا | 2-4 هفته | دائمی برای فلاش ناشی از انحراف | 8 |
| افزایش سختی فولاد (درج مجدد در فولاد سخت تر) | بالا | 3-6 هفته | جلوگیری از سایش طولانی مدت | 9 |
6. موارد خاص: مواد پرخطر فلاش
PPS و LCP
هر دو ماده دارای ویسکوزیته مذاب 3-5× کمتر از ABS در دمای پردازش هستند. آنها هر شکافی را که مواد استاندارد از بین برود، پیدا کرده و از آن بهره برداری خواهند کرد. قالبهایی که از PPS یا LCP استفاده میکنند باید از همان ابتدا به گونهای ساخته شوند که تلورانسهای سختتری داشته باشند – مقاومسازی یک قالب با تحمل استاندارد برای اجرای PPS به ندرت مقرونبهصرفه است.
الزامات اجباری:
- فولاد حفره ای S136 یا 420SS (خوردگی و سختی)
- صافی سطح جدایی ≤0.005 میلی متر
- فاصله پین اجکتور ≤0.006 میلی متر در هر طرف
- عمق دریچه ≤0.008 میلی متر بخش زمینی
- ستون ها را در مرکز حداکثر 120 میلی متر نگه دارید
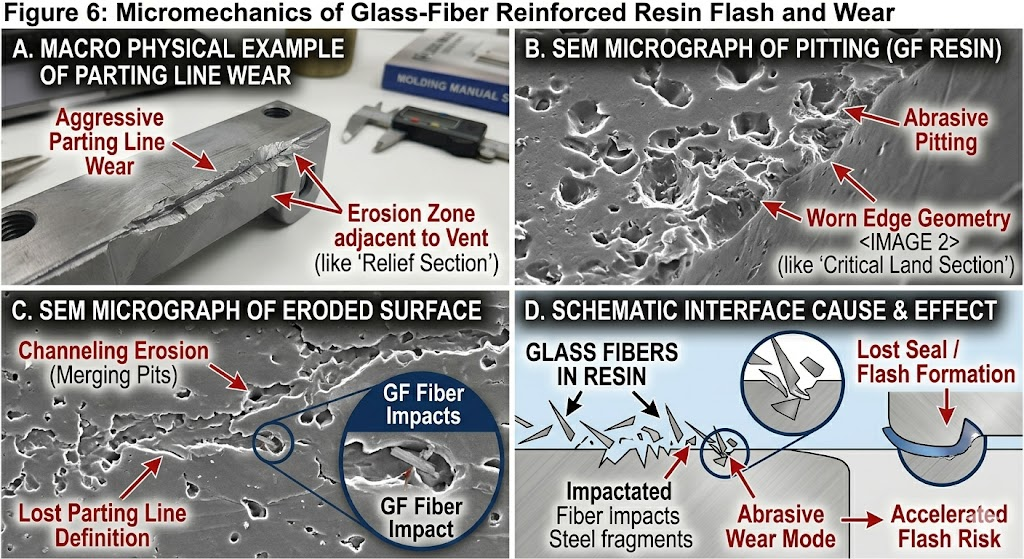
نمرات پر شیشه (GF30 و بالاتر)
الیاف شیشه ساینده هستند. سطوح جداکننده، دریچهها و سوراخهای پین اجکتور همگی در تولید پرشده با GF سریعتر از گریدهای پر نشده سایش میشوند. فواصل نگهداری باید 30 تا 40 درصد در مقایسه با برنامه های مواد پر نشده کاهش یابد. درج های فولادی سخت شده (≥50 HRC) در مکان های با سایش بالا (مناطق دروازه، خط جداکننده مجاور دروازه) اکیداً توصیه می شود.
قطعات دیوار نازک (دیوار کمتر از 1.0 میلی متر)
قطعات جدار نازک به سرعت و فشار تزریق بالا نیاز دارند - فشار حفره را تا حد بالایی ظرفیت گیره پرس فشار می دهد. پنجره فرآیند بین شات کوتاه و فلاش بسیار باریک است (گاهی اوقات <5٪ فشار تزریق). این قالب ها نیاز دارند:
- سطح جداسازی دقیق (≤0.005 میلی متر صافی)
- پرس بزرگتر از محاسبه گیره به تنهایی نشان می دهد (30٪ حاشیه اضافه کنید)
- سنسورهای فشار حفره در زمان واقعی - کنترل فشار حلقه بسته برای جلوگیری از فلاش
7. هزینه فلش: چرا حذف هزینه می کند
فلش به ندرت در سیستم های با کیفیت به طور دقیق هزینه می شود. هزینه واقعی شامل:
| هزینه Element | محدوده معمولی در هر قسمت | یادداشت ها |
|---|---|---|
| پیرایش زایمان | 0.05-0.40 دلار | بستگی به مکان فلاش و دسترسی دارد |
| سایش ابزار ناشی از فلاش (تسریع آسیب PS) | 0.01-0.05 دلار مستهلک شده است | فلاش PS را سایش می کند و چرخه بدتر ایجاد می کند |
| افزایش نرخ ضایعات (فلش باعث رد قطعه می شود) | 1-5٪ از ارزش تولید | بالاer for tight-tolerance parts |
| توقف خط مونتاژ (فلاش باعث مشکلات تناسب می شود) | متغیر | می تواند باعث بازپرداخت هزینه مشتری شود |
| بازگشت مشتری / خرابی در زمینه | بالا | مخصوصاً برای آب بندی سطوح |
| خرابی تعمیر قالب | 500 تا 5000 دلار برای هر حادثه | به علاوه فرصت تولید را از دست داد |
برای یک قطعه با حجم متوسط با 500000 قطعه در سال با 0.20 دلار هزینه برش برای هر قطعه و 2٪ ضایعات مربوط به فلاش، هزینه سالانه فلاش حل نشده بیشتر است. 150000 دلار - بسیار بیشتر از هزینه تعمیر سطح جداکننده مناسب یا برنامه نگهداری قالب.
8. نتیجه گیری
فلاش یک علامت است، نه یک علت اصلی. حل دائمی آن مستلزم شناسایی این است که کدام یک از هفت دسته علت اصلی - نیروی گیره، وضعیت سطح جداسازی، پارامترهای فرآیند، ویسکوزیته مواد، دمای قالب، کمبود طراحی، یا سایش اجزا - محرک واقعی است. تنظیمات فرآیند به تنهایی فلاش را به طور موقت سرکوب می کند. اصلاحات ابزار و طراحی آن را برای همیشه از بین می برد.
مقرون به صرفه ترین استراتژی پیشگیری است: طراحی سطوح جداکننده، سازه های نگهدارنده، و هندسه های هواکش با مشخصات صحیح برای مواد خاص در حال اجرا، و اجرای یک برنامه تعمیر و نگهداری پیشگیرانه ساختاریافته که قبل از تبدیل شدن به یک فرار با کیفیت، فرسوده می شود.
مقالات مرتبط:
- درک اینکه شات کوتاه در قالب گیری تزریقی چیست: علل، راه حل ها و پیشگیری
- کنترل انقباض و تاب خوردگی در قالب گیری تزریقی: راهنمای مهندسی برای OEM ها
- بازسازی قالب تزریق: آیا می توانید ابزار 2 حفره را به 4 حفره تبدیل کنید؟
- راهنمای نهایی برای تعمیر قالب تزریق: تکنیک های جوشکاری لیزری و درمان سطحی
- راهنمای انتخاب فولاد قالب تزریقی با دقت بالا
قالب IMTEC | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, China | [email protected] | 86 153 5648 7586

