
در دنیای تولید ، قالب تزریقی یک فرآیند قدرتمند است که برای ایجاد همه چیز از داشبورد ماشین گرفته تا کلاه های بطری استفاده می شود. با این حال ، حتی با فناوری مدرن ، نقص می تواند رخ دهد. یکی از رایج ترین و ناامید کننده ترین اینها شوت کوتاه بشر این نقص فقط به نظر نمی رسد ؛ این یک بخش غیر کاربردی ایجاد می کند و منجر به هدر رفتن مواد ، تأخیرهای تولید و هزینه های بالاتر می شود. دانستن اینکه چرا عکس های کوتاه رخ می دهد و چگونگی رفع آنها برای هر کسی که در ساخت قسمت پلاستیکی شرکت می کند ضروری است. این راهنما شما را از طریق دلایل ، راه حل ها و روش های پیشگیری طی می کند تا به شما در تولید قطعات با کیفیت بالا و کامل در هر زمان کمک کند.
یک شلیک کوتاه در قالب تزریق چیست؟
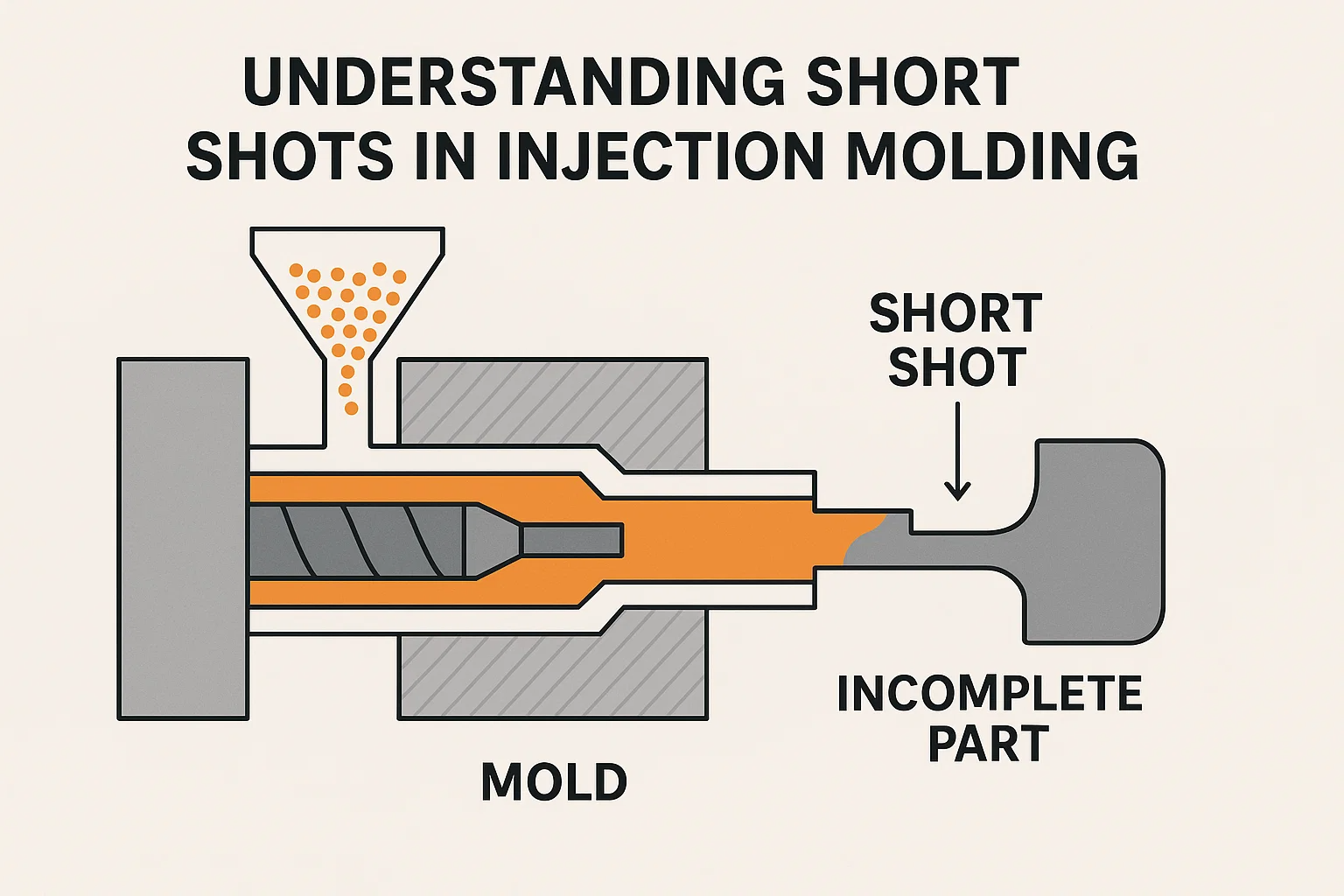
به عبارت ساده ، الف شوت کوتاه یک نقص قالب ریزی شده است که در آن رزین پلاستیکی مذاب نتوانسته است حفره قالب را به طور کامل پر کند. به جای یک قسمت کامل و کامل ، شما به یک مؤلفه ناقص یا "کوتاه" می پردازید. مثل این است که سعی کنید یک لیوان را با آب پر کنید اما قبل از پر شدن شیشه تمام شده است. نتیجه بخشی است که بخش ها را از دست می دهد ، غالباً در دورترین نقاط از جایی که پلاستیک تزریق شده است. از لحاظ بصری ، یک شات کوتاه می تواند به عنوان یک قسمت تا حدی شکل گرفته ظاهر شود ، یا ممکن است دارای یک لبه صاف و گرد باشد که در آن جریان پلاستیک به طور ناگهانی متوقف شده است. از آنجا که یک شلیک کوتاه یک قسمت ناقص است ، بلافاصله غیرقابل استفاده است و باید از بین برود. این اغلب نشانه ای از مشکلات اساسی در دستگاه ، قالب یا مواد است که باید تشخیص داده و اصلاح شوند.
چه عواملی باعث عکس های کوتاه می شود؟
تشخیص یک شات کوتاه نیاز به یک رویکرد سیستماتیک دارد ، زیرا علت می تواند از چندین منطقه مختلف فرآیند قالب گیری تزریق ناشی شود. متداول ترین مسائل را می توان به مواد ، تنظیمات دستگاه یا طراحی قالب بازگرداند.
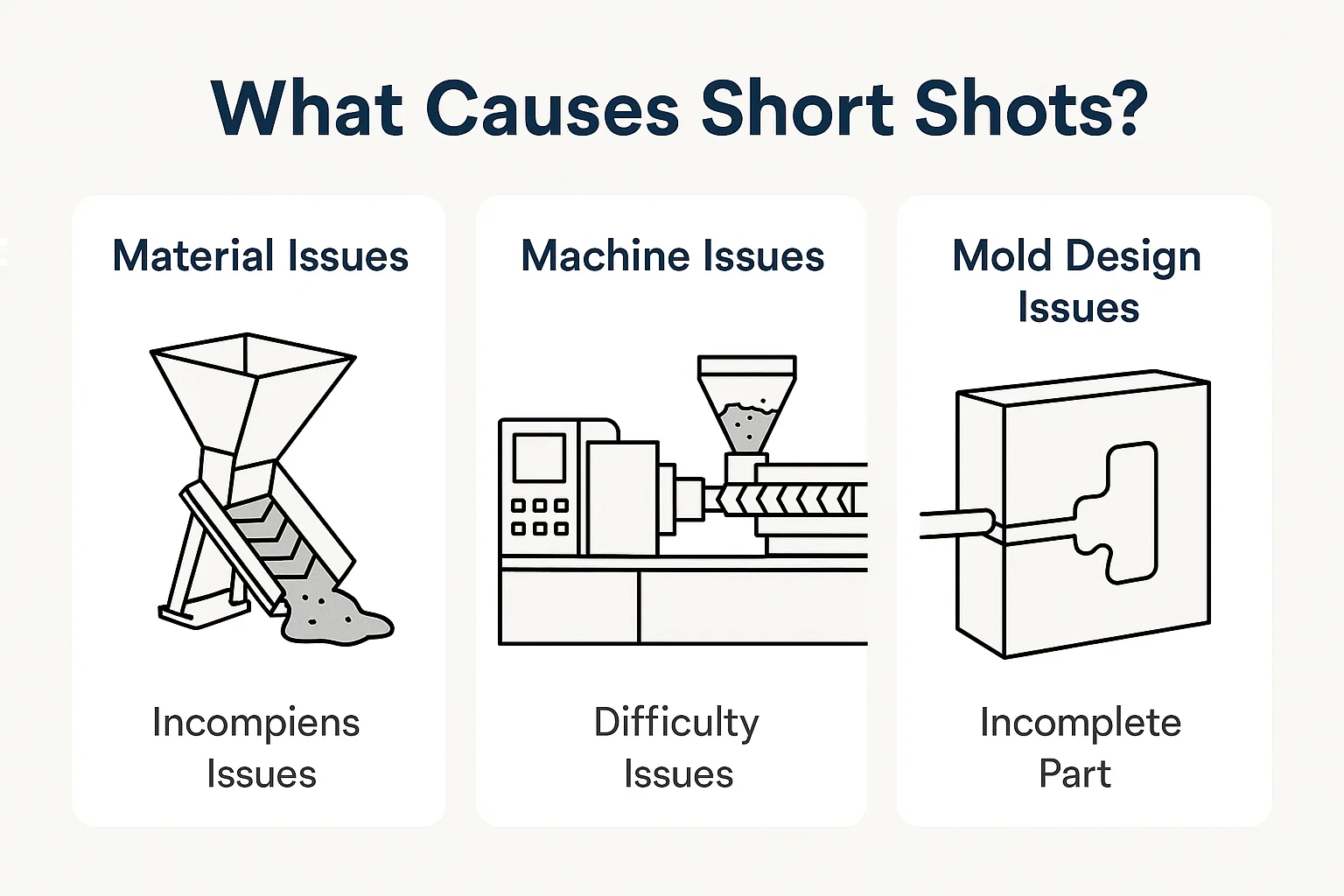
1 مسائل مادی
پلاستیکی که شما در حال قالب بندی هستید می تواند علت اصلی یک عکس کوتاه باشد. مشکلات مربوط به حالت رزین یا آماده سازی می تواند مانع از جریان صحیح آن در قالب شود.
-
مواد کافی: ساده ترین علت این است که به سادگی داشتن پلاستیک کافی برای پر کردن قالب نیست. این امر می تواند اتفاق بیفتد اگر پیچ ماشین قالب تزریق به اندازه کافی پیشرفت نکند تا حجم مورد نیاز پلاستیک را تحت فشار قرار دهد ، یا اینکه در سیستم خوراک انسداد وجود دارد.
-
راه حل ها: مکانیزم قیف و مکانیزم تغذیه دستگاه را بررسی کنید تا اطمینان حاصل شود که خالی یا مسدود نشده است. اندازه شات را در صفحه کنترل دستگاه افزایش دهید تا حجم بیشتری از مواد ارائه شود.
-
-
دمای ذوب نادرست: اگر پلاستیک به دمای مناسب گرم نشود ، ویسکوزیته آن (مقاومت آن در برابر جریان) خیلی زیاد خواهد بود. یک ذوب "سرد" ضخیم و ضخیم برای جریان در میان دونده ها و دروازه های باریک و ممکن است قبل از اینکه بتواند کل حفره را پر کند ، محکم شود.
-
راه حل ها: برای محدوده دمای ذوب توصیه شده با برگه داده تأمین کننده مواد مشورت کنید. دمای بخاری و نازل را روی دستگاه تنظیم کنید تا دمای پلاستیک افزایش یابد و ویسکوزیته آن را کاهش دهد.
-
-
ویسکوزیته مادی: حتی در دمای صحیح ، برخی از پلاستیک ها ذاتاً چسبناک تر (ضخیم تر) از سایرین هستند. موادی مانند پلی کربنات و پلی استایرن با تأثیر بالا به دلیل ویژگی های جریان آنها می توانند بیشتر در معرض عکس های کوتاه باشند. علاوه بر این ، رطوبت در پلاستیک های هیگروسکوپی (آنهایی که آب را جذب می کنند ، مانند نایلون) می تواند باعث تخریب و از دست دادن خواص جریان خود شود.
-
راه حل ها: اطمینان حاصل کنید که مواد قبل از استفاده مطابق مشخصات سازنده به درستی خشک شده اند. در نظر بگیرید که از درجه ویسکوزیته پایین تر از همان ماده یا یک ماده متفاوت در کل با ویژگی های جریان بهتر استفاده کنید.
-
2. مشکلات دستگاه
تنظیمات موجود در دستگاه قالب گیری تزریق شما بسیار مهم است. حتی با وجود مواد و قالب مناسب ، پارامترهای نادرست به راحتی می توانند به یک عکس کوتاه منجر شوند.
-
فشار ناکافی تزریق: فشار نیرویی است که پلاستیک مذاب را به داخل قالب سوق می دهد. اگر فشار تزریق خیلی کم باشد ، پلاستیک نیروی کافی برای سفر به دورترین انتهای حفره نخواهد داشت.
-
راه حل ها: تنظیم فشار تزریق را روی دستگاه افزایش دهید. این اغلب اولین و ساده ترین راه حل برای امتحان کردن است. با این حال ، محتاط باشید که از فشار بیش از حد استفاده نکنید ، زیرا می تواند نقص های دیگری مانند فلش ایجاد کند.
-
-
سرعت تزریق نادرست: سرعت تزریق پلاستیک نیز نقش مهمی دارد. اگر سرعت خیلی کند باشد ، ممکن است پلاستیک قبل از پر شدن حفره شروع به خنک و جامد کند. این امر به ویژه در مورد قطعات دیواره نازک صادق است.
-
راه حل ها: سرعت تزریق را افزایش دهید. سرعت تزریق سریعتر می تواند به پلاستیک کمک کند تا قبل از از دست دادن گرما و ویسکوزیته ، به تمام قسمت های قالب برسد.
-
-
مشکلات تهویه: همانطور که پلاستیک قالب را پر می کند ، هوای به دام افتاده در داخل باید راهی برای فرار داشته باشد. اگر دریچه های قالب مسدود شده یا به اندازه نادرست باشد ، هوای به دام افتاده فشار کمتری ایجاد می کند که در برابر جریان پلاستیک مقاومت می کند ، به طور مؤثر "کوتاه کردن" را شلیک می کند.
-
راه حل ها: دریچه های قالب و خطوط فراق را تمیز کنید. اطمینان حاصل کنید که عمق دریچه صحیح است (به طور معمول 0.0005 تا 0.001 اینچ یا 0.013 تا 0.025 میلی متر). در نظر بگیرید که دریچه های اضافی یا سیستم تهویه خلاء را برای قالب های پیچیده اضافه کنید.
-
3. مسائل مربوط به طراحی قالب
حتی با تنظیمات کامل مواد و ماشین ، یک قالب با طراحی ضعیف می تواند تولید یک قسمت کامل را غیرممکن کند. این مسائل اغلب چالش برانگیز برای حل و فصل هستند زیرا به اصلاحات فیزیکی برای ابزار نیاز دارند.
-
اندازه و مکان دروازه: دروازه دهانه ای است که از طریق آن پلاستیک مذاب وارد حفره قالب می شود.
-
اندازه دروازه: اگر دروازه خیلی کوچک باشد ، می تواند به عنوان یک محدودیت عمل کند و از جریان کافی مواد به داخل حفره جلوگیری می کند. اصطکاک از یک دروازه کوچک همچنین می تواند باعث شود که مواد زودرس خنک شوند.
-
راه حل ها: اندازه دروازه را بزرگ کنید. یک دروازه گسترده تر یا ضخیم تر امکان جریان سریعتر و کارآمدتر پلاستیک را فراهم می کند.
-
-
موقعیت دروازه: یک دروازه نادرست واقع شده همچنین می تواند منجر به یک شوت کوتاه شود ، به خصوص اگر از مناطقی که باید آخرین بار پر شود ، دور باشد. این باعث افزایش طول جریان و خطر خنک کننده پلاستیک قبل از رسیدن به انتهای حفره می شود.
-
راه حل ها: دروازه را به موقعیتی مرکزی یا بهینه تر منتقل کنید تا اطمینان حاصل شود که همه مناطق قسمت به طور مساوی پر می شوند. برای قطعات پیچیده ، چندین دروازه ممکن است لازم باشد.
-
-
-
طراحی سیستم دونده: سیستم Runner شبکه ای از کانال ها است که پلاستیک را از نازل دستگاه به سمت دروازه هدایت می کند.
-
اندازه و طرح دونده: یک سیستم دونده که خیلی کوچک یا خیلی طولانی است می تواند باعث افت فشار قابل توجهی شود ، به این معنی که نیروی کافی برای فشار دادن پلاستیک تا انتهای حفره قالب وجود ندارد.
-
راه حل ها: قطر دوندگان را افزایش دهید تا از دست دادن فشار و بهبود جریان کاهش یابد. طراحی مجدد طرح Runner به طور مستقیم و متعادل تر ، اطمینان حاصل کنید که تمام حفره ها (در قالب چند حفره) با همان سرعت پر می شوند.
-
-
-
ضخامت دیوار: بخش های دیواری نازک در طراحی قسمت می تواند یکی از دلایل اصلی عکس های کوتاه باشد. پلاستیک مذاب خیلی سریع خنک می شود ، و اگر مجبور به عبور از یک منطقه بسیار نازک شود ، ممکن است قبل از رسیدن به آن طرف ، محکم شود و یک قسمت ناقص ایجاد کند.
-
راه حل ها: برای افزایش ضخامت دیوار در مناطق مشکل ساز ، طراحی قسمت را اصلاح کنید. اگرچه این ممکن است همیشه امکان پذیر نباشد ، اما در مرحله طراحی اولیه یک نکته مهم است. برای قالب های موجود ، ممکن است شما نیاز به استفاده از مواد سیال تر ، درجه حرارت بالاتر یا سرعت تزریق سریعتر برای جبران داشته باشید.
-
نحوه شناسایی عکسهای کوتاه
شناسایی یک شات کوتاه معمولاً ساده است ، زیرا این یک نقص بسیار قابل مشاهده است. با این حال ، یک رویکرد سیستماتیک به تأیید مسئله و مشخص کردن مکان دقیق آن کمک می کند ، که برای عیب یابی مؤثر بسیار مهم است.
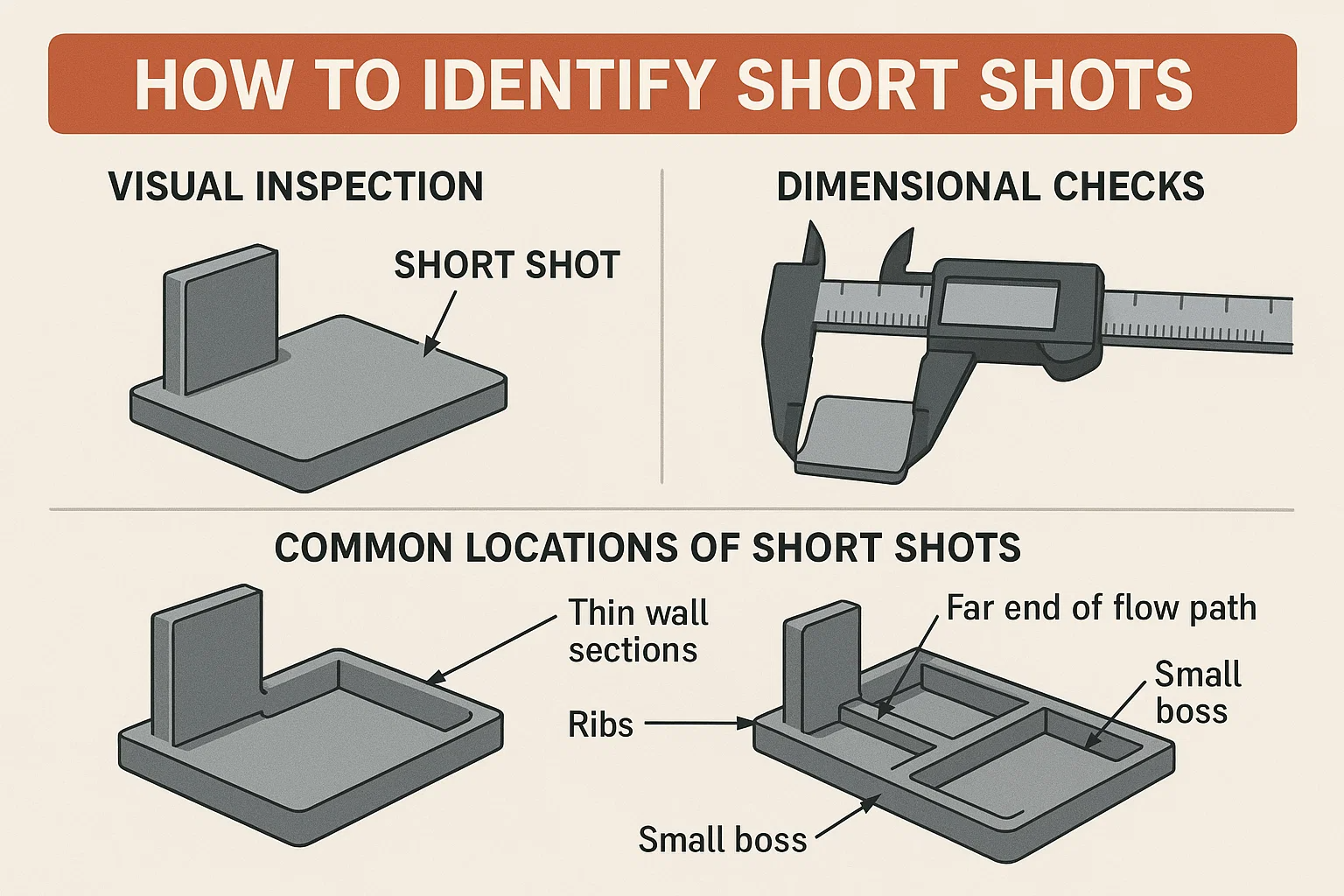
بازرسی بصری
متداول ترین روش برای مشاهده یک عکس کوتاه از طریق یک بررسی سریع بصری است. یک عکس کوتاه بلافاصله آشکار است زیرا قسمت ناقص است. متوجه خواهید شد که بخش هایی از قسمت از دست رفته اند یا اینکه قسمت به طور ناگهانی با یک لبه گرد و ناتمام که در آن جریان پلاستیک متوقف شده است به پایان می رسد. این به طور معمول یک سطح صاف و خمیده است زیرا تنش سطح پلاستیک مذاب باعث می شود که با محکم شدن کمی عقب بکشد. این یک علامت تله است که حفره قالب پر نشده است.
بررسی های بعدی
در حالی که یک بررسی بصری اغلب کافی است ، انجام یک بررسی بعدی می تواند اطلاعات خاص تری را ارائه دهد ، به خصوص برای قطعاتی که دارای هندسه های پیچیده هستند. اگر بخشی دارید که به نظر می رسد تقریباً کامل اما مطمئن نیستید ، طول ، عرض و ارتفاع آن را اندازه گیری کنید. یک شوت کوتاه در تحقق ابعاد مورد نیاز ناکام خواهد بود ، زیرا قسمت کل حفره قالب را پر نمی کند. برای قطعاتی که دارای دیوارهای نازک هستند ، ممکن است در ابتدا یک شلیک کوتاه به وضوح آشکار نباشد ، اما یک بررسی بعدی مشکل را تأیید می کند.
مکانهای مشترک عکسهای کوتاه
عکس های کوتاه تقریباً همیشه در انتهای مسیر جریان ، که دورترین نقطه از دروازه ای است که پلاستیک وارد حفره می شود. پلاستیک مذاب هنگام سفر گرما و فشار را از دست می دهد ، بنابراین آخرین مناطق برای پر کردن مستعد ابتلا به یک عکس کوتاه است. این مناطق اغلب:
-
بخش های دیواری نازک.
-
دنده ها یا کارفرمایان کوچک.
-
ویژگی هایی که فاصله طولانی از دروازه دارند.
-
مناطقی با تهویه فقیر یا بدون آن.
با دانستن اینکه کجا باید نگاه کنید ، می توانید به سرعت یک عکس کوتاه را تأیید کرده و شروع به پیوند آن به دلایل احتمالی که قبلاً مورد بحث قرار گرفت.
راه حل برای عکس های کوتاه
حل یک عکس کوتاه نیاز به یک رویکرد استراتژیک دارد. اغلب بهتر است قبل از حرکت به روشهای پیچیده تر و گران قیمت ، با ساده ترین و مقرون به صرفه ترین راه حل ها شروع کنیم. با تنظیمات دستگاه شروع کنید ، سپس مواد را در نظر بگیرید و در آخر ، به خود قالب نگاه کنید.
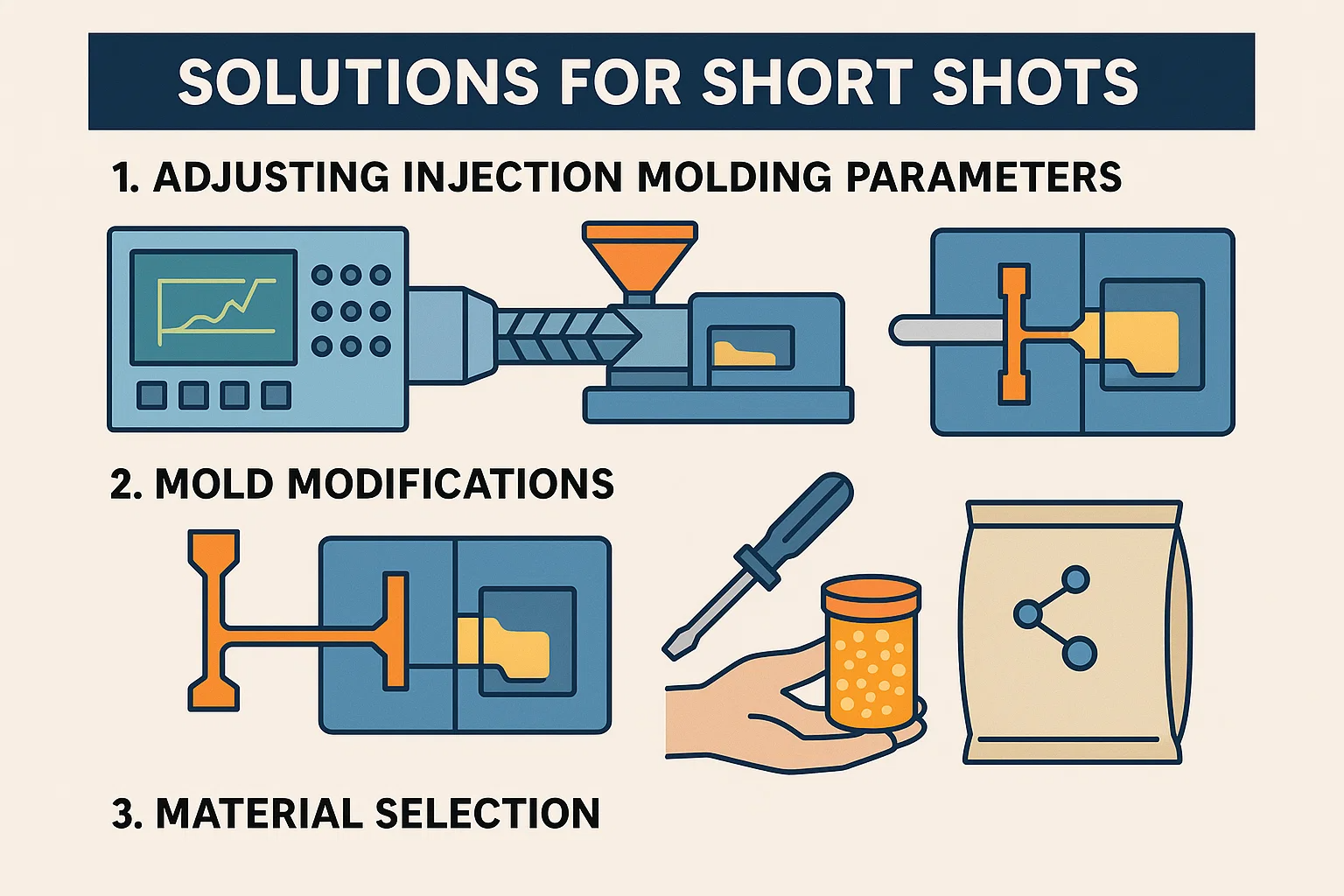
1. تنظیم پارامترهای قالب گیری تزریق
سریعترین و متداول ترین روش برای رفع یک عکس کوتاه ، تنظیم تنظیمات در تنظیمات دستگاه است. این تغییرات اغلب در کنترل پنل بدون توقف تولید برای مدت طولانی انجام می شود.
-
افزایش فشار تزریق: این معمولاً اولین و مؤثرترین راه حل است. با افزایش فشار ، شما به پلاستیک مذاب بیشتر برای مسافرت از طریق قالب می دهید و به آن کمک می کند تا حتی سخت ترین مناطق با دسترس را پر کند. فشار را در افزایش های کوچک (به عنوان مثال ، 50-100 psi) افزایش دهید تا قسمت کامل شود.
-
بهینه سازی سرعت تزریق: سرعت تزریق سریعتر می تواند به پر کردن قالب کمک کند قبل از اینکه پلاستیک فرصتی برای خنک کردن و جامد شدن داشته باشد. این امر به ویژه برای قطعات دیواره نازک یا آنهایی که مسیرهای جریان طولانی دارند بسیار مهم است. درست مانند فشار ، سرعت را به تدریج افزایش دهید تا از نقص های دیگر مانند فلش یا علائم سوختگی جلوگیری شود.
-
تغییر دمای ذوب: دمای ذوب بالاتر باعث کاهش پلاستیک می شود ولادی ، باعث می شود راحت تر جریان یابد. برگه داده مواد را برای محدوده دمای توصیه شده بررسی کرده و درجه حرارت بشکه و نازل را برای بهبود سیالیت افزایش دهید. این می تواند یک راه حل بسیار مؤثر باشد ، اما توجه داشته باشید که بیش از حد مواد را گرم نکنید ، که می تواند باعث تخریب شود.
2. اصلاحات قالب
اگر تنظیم پارامترهای دستگاه مشکل را حل نکند ، ممکن است مسئله مربوط به قالب باشد. این راه حل ها نیاز به خاموش کردن دستگاه و اصلاح فیزیکی ابزار دارند. در حالی که پرهزینه تر است ، آنها یک رفع بلند مدت را ارائه می دهند.
-
تنظیمات دروازه و دونده: اندازه و طراحی دروازه و دوندگان برای جریان مناسب بسیار مهم است. اگر خیلی کوچک باشند ، می توانند جریان پلاستیک را محدود کنند. بزرگ کردن دروازه یا گسترش دونده ها باعث می شود مواد بیشتری با مقاومت کمتری به داخل حفره جریان یابد. برای قالب های چند حفره ، متعادل کردن دوندگان نیز برای اطمینان از پر کردن هر حفره به طور مساوی مهم است.
-
بهبود تهویه: هوای به دام افتاده در قالب می تواند به عنوان یک کوسن عمل کند و از پر شدن پلاستیک حفره جلوگیری می کند. تمیز کردن دریچه های موجود یک قدم اول ساده است. اگر این مشکل ادامه یابد ، ممکن است یک سازنده قالب در نقاطی که در آن شات کوتاه رخ می دهد ، دریچه های اضافی را به قالب اضافه کند. در بعضی موارد ، الف سیستم تهویه خلاء می توان نصب کرد تا به طور فعال هوا را از قالب بیرون بکشد.
-
پیشرفت سیستم گرمایش: برای قالب های پیچیده یا قطعات دیواره ضخیم ، a سیستم دونده داغ قابل استفاده است بر خلاف دوندگان سرد ، دونده های داغ ، پلاستیک را درست تا دروازه نگه می دارند و نیاز به گرم شدن مجدد و اطمینان از دمای سازگار تر و جریان آسان تر را از بین می برند.
3. انتخاب مواد
بعضی اوقات ، ساده ترین راه حل تغییر مواد یا اطمینان از آماده سازی صحیح است.
-
انتخاب درجه مواد مناسب: در یک نوع پلاستیک ، نمرات مختلفی با خاصیت جریان مختلف وجود دارد. اگر از ماده ای با سرعت جریان ذوب کم (MFR) استفاده می کنید ، تغییر در درجه MFR بالاتر را در نظر بگیرید که برای آسانتر جریان طراحی شده است.
-
تکنیک های خشک کردن مواد: بسیاری از پلاستیک های Hygroscopic (مانند نایلون ، بوهاBS و پلی کربنات) رطوبت را از هوا جذب می کنند. هنگام قالب بندی ، این رطوبت به بخار تبدیل می شود که می تواند مانع جریان پلاستیک شود و باعث عکس های کوتاه شود. همیشه اطمینان حاصل کنید که مواد شما قبل از پردازش به درستی در هوای گرم یا خشک کن خشک کن خشک شده است.
جلوگیری از عکسهای کوتاه
بهترین راه برای مقابله با یک شلیک کوتاه جلوگیری از وقوع آن در وهله اول است. اقدامات پیشگیرانه در مراحل طراحی و نگهداری می تواند باعث صرفه جویی در وقت و هزینه قابل توجهی در خط شود.
-
طراحی برای ساخت (DFM) اصول: این اولین قدم مهم است. DFM شامل طراحی بخشی با فرآیند تولید در ذهن است. وقتی صحبت از تزریق می شود ، این بدان معنی است:
-
ضخامت دیوار یکنواخت: از تغییرات چشمگیر در ضخامت دیوار خودداری کنید. این امر جریان پلاستیکی را تضمین می کند و با سرعت مداوم خنک می شود و از عکس های کوتاه در بخش های نازک جلوگیری می کند.
-
طراحی دنده مناسب و رئیس: اطمینان حاصل کنید که دنده ها ، کارفرمایان و سایر ویژگی ها با زوایای پیش نویس و فیله مناسب برای تسهیل جریان پلاستیکی آسان و جلوگیری از تله های هوا طراحی شده اند.
-
طول جریان را به حداقل برسانید: قسمت را طراحی کنید تا پلاستیک مجبور به مسافت بیش از حد طولانی از دروازه نباشد و خطر خنک کننده زودرس را کاهش دهد.
-
-
تعمیر و نگهداری منظم دستگاه: یک ماشین خوب دارای یک دستگاه قابل اعتماد است. به طور منظم بررسی و سرویس دهی دستگاه قالب سازی تزریق شما می تواند از بسیاری از مشکلات ناشی از عکس های کوتاه جلوگیری کند.
-
نازل ها و بشکه های تمیز: اطمینان حاصل کنید که هیچ انسداد یا ساخت پلاستیک جامد وجود ندارد که بتواند جریان مواد را محدود کند.
-
باندهای بخاری و ترموکوپل ها را بررسی کنید: تأیید کنید که تمام عناصر گرمایش به درستی کار می کنند تا اطمینان حاصل شود که پلاستیک به طور یکنواخت ذوب می شود و به دمای مورد نظر می رسد.
-
-
دست زدن به مواد بهترین روشها: ذخیره و آماده سازی مناسب مواد ضروری است.
-
خشک کردن صحیح: همیشه مواد Hygroscopic را که توسط تأمین کننده توصیه می شود خشک کنید. این شاید تنها مهمترین مرحله پیشگیرانه برای این مواد باشد.
-
ذخیره مناسب: رزین های ذخیره شده در محیط های مهر و موم شده و آب و هوا برای جلوگیری از جذب و آلودگی رطوبت.
-
مطالعات موردی
نمونه های دنیای واقعی نشان می دهد که چگونه اصول عیب یابی عکس های کوتاه در عمل اعمال می شود. این مطالعات موردی اهمیت تشخیص سیستماتیک را برجسته می کند.
-
مطالعه موردی 1: پوشش الکترونیکی با دیوار نازک
-
مشکل: یک سازنده در حال تولید یک پوشش دیواره نازک برای یک دستگاه الکترونیکی مصرفی بود. قطعات به طور مداوم با یک شوت کوتاه در گوشه ای دورتر از دروازه بیرون آمدند.
-
تشخیص: تلاش های اولیه برای افزایش فشار و سرعت انجام نشد و باعث فلش (پلاستیک اضافی) در سایر قسمت های قالب شد. تجزیه و تحلیل دقیق نشان داد که پلاستیک خیلی سریع خنک می شود زیرا در قسمت نازک جریان می یابد.
-
راه حل: تیم تعیین کرد که دمای ذوب کردن برای هندسه نازک قسمت خیلی کم بود. آنها دمای بشکه و نازل را 20 درجه فارنهایت افزایش دادند ، که ویسکوزیته پلاستیک را به اندازه کافی کاهش داد تا اجازه دهد بدون نیاز به فشار بیش از حد ، کل حفره را پر کند. سپس قطعات بدون نقص تولید شدند.
-
-
مطالعه موردی 2: قالب کلاه چند حفره
-
مشکل: یک قالب با چهار حفره یکسان در حال ایجاد عکس های کوتاه در یک یا دو حفره بود در حالی که سایرین کاملاً پر بودند.
-
تشخیص: از آنجا که عکس های کوتاه به حفره های خاص بومی سازی می شدند ، مشکل مربوط به تنظیمات دستگاه یا مواد نبود. این یک بود مسئله طراحی قالب بشر یک بازرسی بصری از دوندگان نشان داد که دونده منتهی به حفره های کوتاه شات کمی طولانی تر و نازک تر از سایرین است. عدم تعادل فشار .
-
راه حل: قالب به یک فروشگاه ابزار ارسال شد که در آن دوندگان مجدداً از طول و قطر یکنواخت استفاده می شدند. این متعادل کردن سیستم دونده ، اطمینان از جریان پلاستیک با فشار برابر به هر چهار حفره ، و از بین بردن عکس های کوتاه.
-
تکنیک های پیشرفته
برای تولید با حجم بالا یا قطعات پیچیده ، یک رویکرد علمی تر در تشخیص و جلوگیری از عکس های کوتاه می تواند باعث صرفه جویی در وقت و هزینه های زیاد شود.
-
تجزیه و تحلیل جریان قالب: قبل از اینکه یک قالب حتی ساخته شود ، تجزیه و تحلیل جریان قالب (MFA) نرم افزار می تواند فرآیند قالب گیری تزریق را شبیه سازی کند. این پیش بینی می کند که چگونه پلاستیک مذاب یک حفره را پر می کند و مناطق مشکل بالقوه مانند عکس های کوتاه ، تله هوا و خطوط جوش را شناسایی می کند. با استفاده از MFA ، مهندسان می توانند بهینه سازی کنند محاصره با سیستم های دونده با and part wall thickness to prevent defects before any steel is cut.
-
سنسورها و سیستم های نظارت: دستگاه های قالب گیری تزریقی مدرن می توانند مجهز به سنسورهایی باشند که داده های زمان واقعی را در مورد فشار ، دما و سرعت ارائه می دهند. سنسورهای فشار در قالب به ویژه مفید هستند ؛ آنها فشار داخل حفره را اندازه گیری می کنند و می توانند یک شات کوتاه را در کسری از ثانیه تشخیص دهند و اجازه می دهند دستگاه به طور خودکار متوقف شود. این سطح از نظارت ، اپراتورها را قادر می سازد تا تنظیمات دقیق و محور داده را انجام دهند و کیفیت بخشی مداوم را تضمین کنند.
پایان
A شوت کوتاه چیزی بیش از یک نقص قابل مشاهده است. این یک سیگنال واضح است که چیزی در فرآیند قالب گیری تزریق ، ماشین یا طراحی قالب از همگام سازی خارج است. در حالی که آنها یک ناامیدی رایج در تولید هستند ، اما آنها نیز یک مشکل قابل حل هستند. با تشخیص سیستماتیک علت اصلی - خواه مسئله ای در مورد مواد ، تنظیمات دستگاه یا خود قالب باشد - می توانید راه حل های مؤثر را پیاده سازی کرده و تولید را در مسیر خود قرار دهید.
با این حال ، کلید موفقیت طولانی مدت در آن نهفته است پیشگیری بشر با پذیرش اصول مانند طراحی برای ساخت (DFM) و اجرای منظم نگهداری و استفاده از مواد مناسب ، می توانید خطر عکس های کوتاه را قبل از وقوع حتی به حداقل برسانید. و برای پروژه های پیچیده یا پر حجم ، ابزارهای پیشرفته ای مانند تجزیه و تحلیل جریان قالب و سنسورهای درون آمیز از همان ابتدا روشی قدرتمند برای اطمینان از کیفیت و کارآیی ارائه می دهند. در نهایت ، درک و پرداختن به عکس های کوتاه فقط مربوط به رفع یک نقص نیست ، بلکه در مورد بهینه سازی کل عملکرد قالب گیری تزریق شما برای نتایج مداوم و با کیفیت بالا است. $

