
پاسخ اصلی: امکان سنجی فنی و ارزیابی اقتصادی مجدد کار 2 حفره به 4 حفره
تبدیل قالب تزریقی از 2 حفره به 4 حفره می باشد از نظر فنی پرخطر و معمولاً شامل طراحی مجدد کامل طرح پایه قالب، تعادل دونده و ادغام خنک کننده است. پاسخ مستقیم: مگر اینکه قالب در ابتدا به عنوان یک "قالب پل" با فاصله از پیش تعیین شده طراحی شده باشد یا از یک سیستم درج قابل تعویض استفاده کند، هزینه اصلاح و خطر شکست تولید اغلب از سرمایه گذاری برای ساخت یک ابزار جدید 4 حفره ای بیشتر است.
موانع فنی حیاتی در دو برابر شدن حفره
دو برابر کردن تعداد حفره ها صرفاً به فضای فیزیکی مربوط نمی شود. نیاز به یک ارزیابی مجدد اساسی دارد دینامیک سیالات قالب گیری تزریقی .
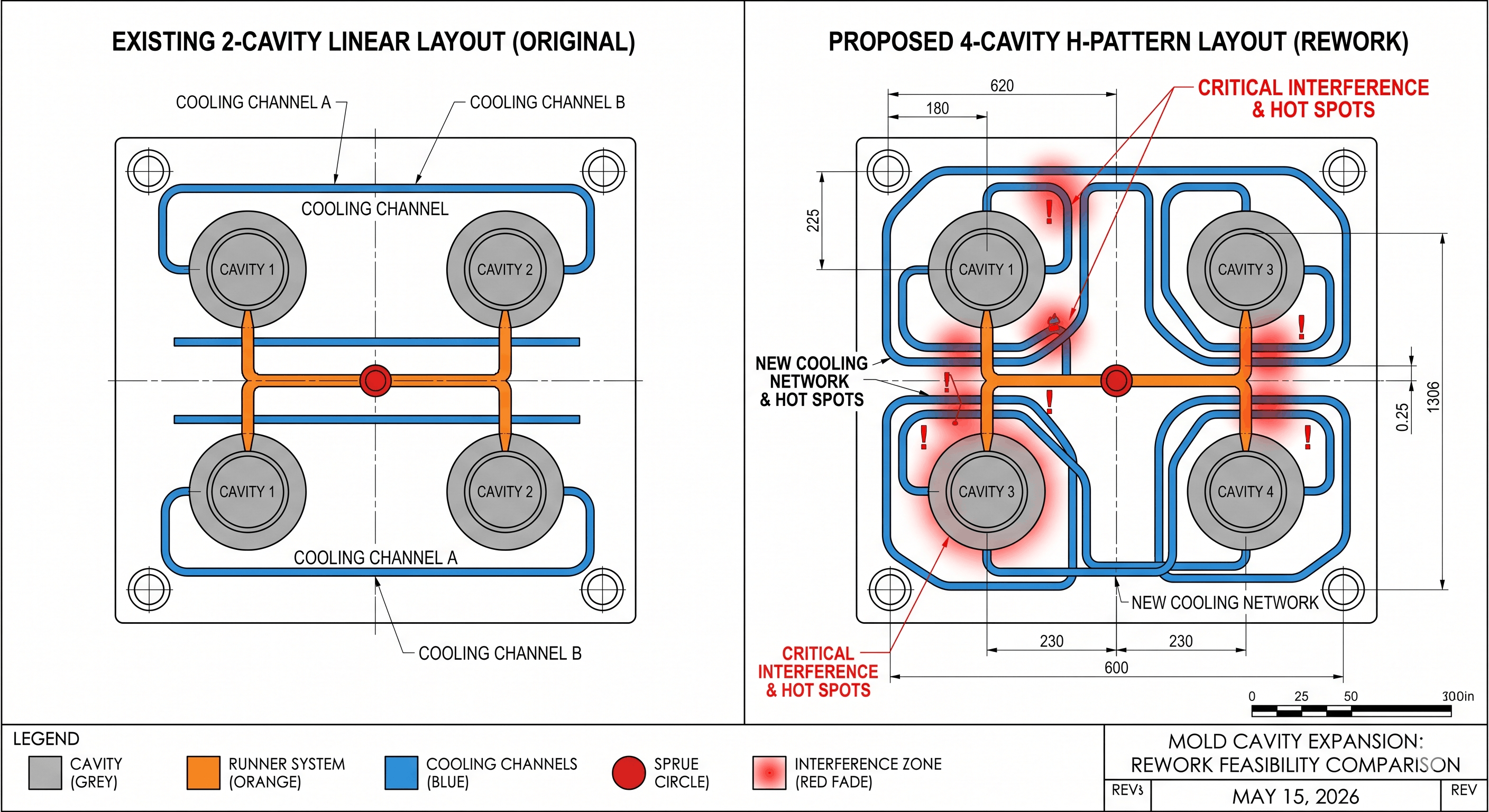
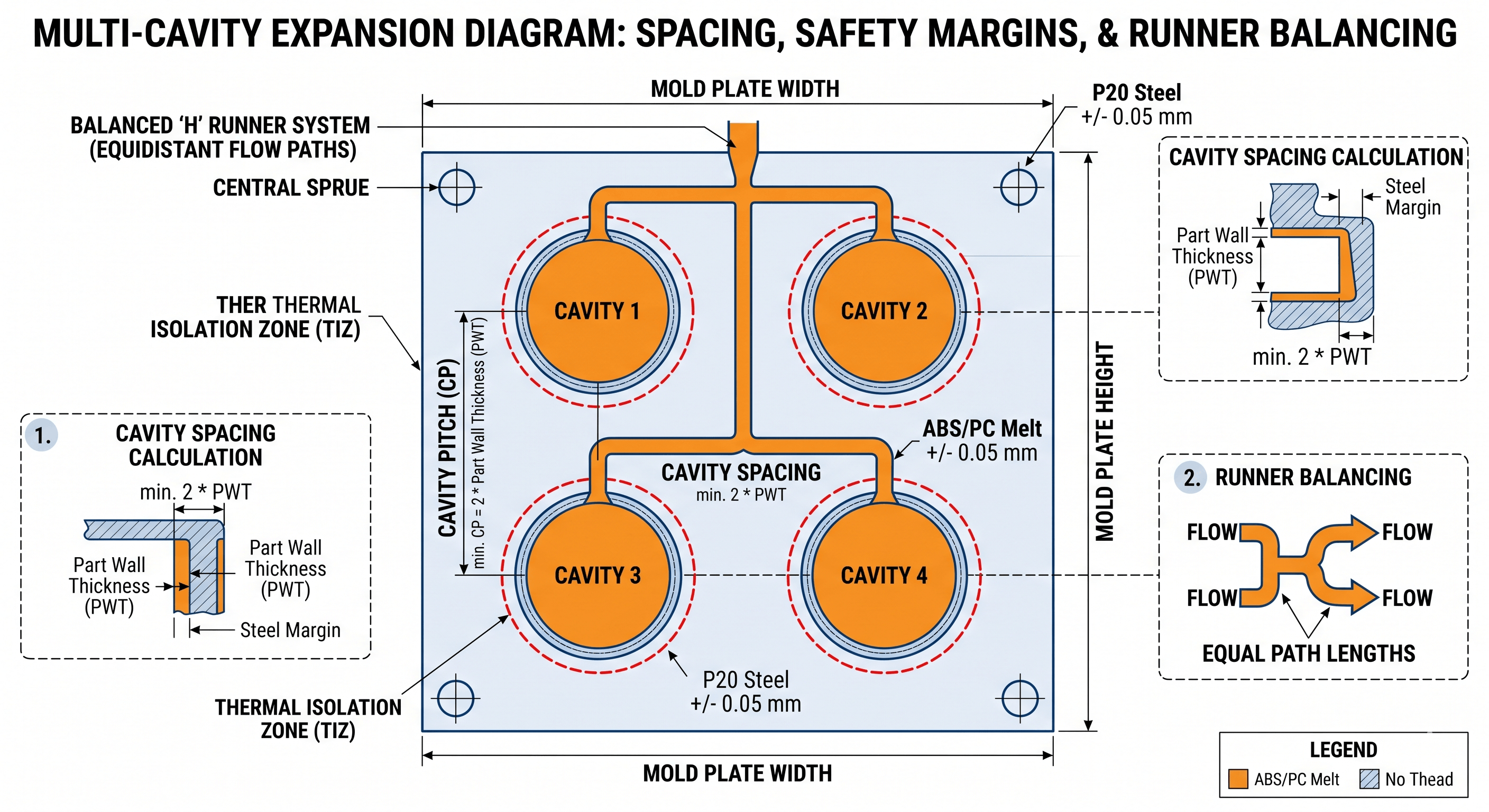
- تعادل دونده: یک قالب 2 حفره معمولاً از یک دونده خط مستقیم استفاده می کند. گسترش به 4 حفره نیاز به انتقال به حفره دارد الگوی H یا تقارن دایره ای برای اطمینان از فشار، دما و زمان پر شدن یکسان در تمام حفره ها. اگر نقطه تغذیه مرکزی ثابت باشد، دستیابی به این تعادل پس از ساخت بدون به خطر انداختن کیفیت قطعه تقریبا غیرممکن است.
- منطق بار حرارتی و خنک کننده: افزودن حفره ها انرژی حرارتی ورودی به قالب را دو برابر می کند. موجود کانال های خنک کننده (خطوط آب) به ندرت برای تحمل گرمای اضافی در موقعیت قرار می گیرند. عدم تغییر مسیر این خطوط باعث ایجاد "نقاط داغ" می شود که منجر به انقباض ناهموار، تاب برداشتن و زمان چرخه به طور قابل توجهی طولانی تر می شود.
- یکپارچگی ساختاری: ماشینکاری حفره های جدید در یک پایه قالب موجود، ستون ها و صفحات پشتیبانی را ضعیف می کند. تحت فشار تزریق بالا، صفحات قالب ممکن است متحمل شوند میکرو انحراف ، باعث ایجاد فلاش یا آسیب جبران ناپذیر به خط جدایی شود.
ماتریس تصمیم فنی: بازسازی در مقابل ساخت جدید
مقایسه زیر مبادلات بین مقاوم سازی یک ابزار قدیمی و سرمایه گذاری در قالب جدید با کارایی بالا را نشان می دهد.
| متریک ارزیابی | بازکاری ابزار موجود (Retrofit) | ساختمان جدید 4 حفره (سرمایه گذاری جدید) |
|---|---|---|
| هزینه اولیه | پایین تر (30 تا 50 درصد در فولاد صرفه جویی می کند) | بالاتر (هزینه سرمایه کامل) |
| راندمان تولید | ناپایدار؛ اغلب منجر به چرخه های طولانی تر می شود | بالا؛ بهینه سازی شده از طریق خنک کننده منسجم |
| سازگاری بخش | فقیر؛ خطر بالای واریانس حفره به حفره | برتر؛ اعتبار از طریق شبیه سازی CAE |
| طول عمر ابزار | کاهش یافت؛ مناطق جوشکاری مستعد ترک خوردگی | طولانی؛ یکپارچگی کامل ساختاری |
| فرکانس تعمیر و نگهداری | بالا؛ فشار روی مهر و موم و اسلاید | کم؛ از اجزای استاندارد استفاده می کند |
ارزیابی دیجیتالی: نحوه کمی سازی "قابلیت مجدد"
قبل از تایید یک اصلاح، مهندسان باید پروژه را با استفاده از سه KPI کمی تایید کنند:
- اعتبارسنجی نیروی بستن: کل سطح پیش بینی شده (A) از 4 قسمت ضرب در فشار حفره § نباید از 80٪ نیروی گیره نامی دستگاه (F) تجاوز کند.
فرمول: F > (A1 A2 A3 A4) * P / 0.8 - ایمنی پیچ حفره و فولاد: برای اطمینان از پایداری حرارتی باید حداقل ضخامت دیواره فولادی حداقل 2 برابر حداکثر ضخامت دیواره قطعه بین حفره ها وجود داشته باشد.
- نسبت ظرفیت شلیک: وزن کل 4 قطعه در حالت ایده آل باید بین 20 تا 80 درصد حداکثر ظرفیت شات دستگاه تزریق باشد تا از تخریب پلیمر جلوگیری شود.
قطعه متنی
- تعادل دونده چیست؟ این روش مهندسی طراحی مسیرهای جریان با طول مساوی است تا اطمینان حاصل شود که پلاستیک مذاب به طور همزمان به هر حفره می رسد و از نوسانات در وزن و ابعاد قطعه جلوگیری می کند.
- Clamping Force چیست؟ فشار اعمال شده توسط دستگاه قالب گیری تزریقی برای بسته نگه داشتن قالب در برابر فشار داخلی تولید شده توسط پلاستیک تزریق شده.
- چرا Rework باعث "فلش" می شود؟ فلاش زمانی اتفاق میافتد که پلاستیک بین نیمههای قالب نشت میکند، که اغلب ناشی از نیروی گیره ناکافی یا انحراف صفحه پس از افزودن حفرههای بیشتری نسبت به پایه قالب برای پشتیبانی است.
نویسنده: قالب IMTEC
صلاحیت ها: این راهنمای فنی توسط IMTEC Mould نوشته شده است. با بیش از 18 سال تجربه در ساخت قالب با دقت بالا
تخصص: متخصص در DFM (طراحی برای ساخت)، بهینه سازی چند حفره، و پروتکل های قالب گیری تزریقی درجه پزشکی.

