
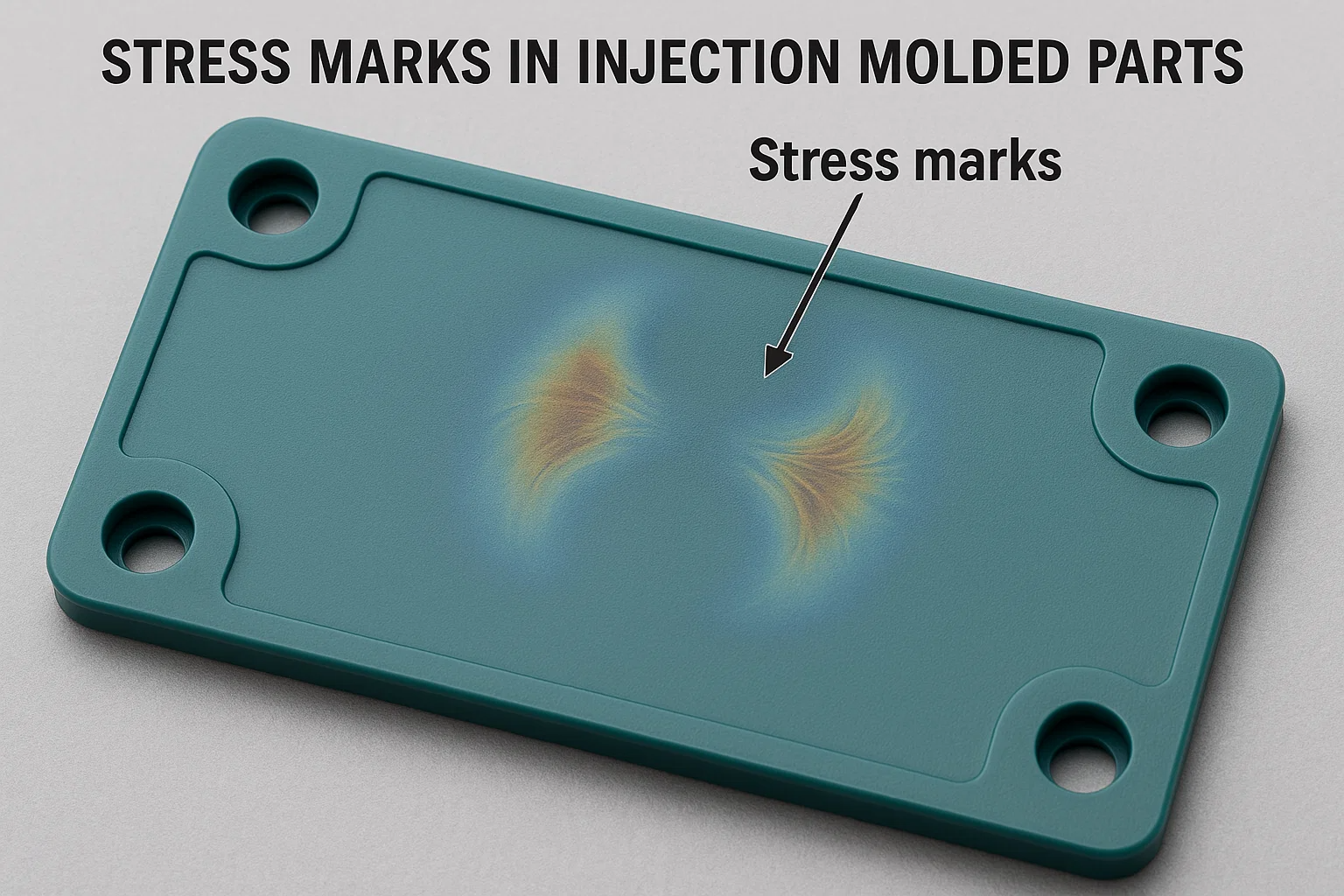
I. تعریف و تظاهرات علائم استرس
علائم استرس در قطعات قالب تزریق نقص سطح ناشی از غلظت استرس موضعی است که به عنوان بافت براق یا ناهموار ظاهر می شود. مکانهای مشترک شامل موارد زیر است:
- اختلاف بینایی : در قسمت های رنگ تیره ، شبیه به "خطوط شبح" یا سایه های ناهموار بیشتر قابل توجه است.
- ویژگی های موقعیتی : اغلب در نزدیکی جریان جریان ، خطوط جوش و مناطقی با خنک کننده ناهموار اتفاق می افتد.
ii. تجزیه و تحلیل علت ریشه
1. نقص طراحی قالب
- طراحی نامناسب دروازه : دروازه های کوچک یا قرار دادن ضعیف منجر به میزان برشی بالا و شیب دما می شود.
- ضخامت ناگهانی دیواره تغییر می کند : تغییرات ضخامت بیش از 30 ٪ باعث انقباض ناهموار می شود (به عنوان مثال ، مناطق نازک دیوار ، انقباض را محدود می کنند و باعث ایجاد استرس کششی می شوند).
- تهویه ناکافی : تله های گازی در خطوط فراق یا انتهای جریان باعث گرم شدن بیش از حد بومی شده و تلاطم جریان می شوند.
- گوشه های تیز و طراحی دنده : مقاومت زیاد جریان در زاویه های تیز ؛ دنده های ضخیم تر از 40 ٪ -60 ٪ از ضخامت دیواره اصلی یکنواختی خنک کننده را مختل می کند.
2. مشکلات پارامتر پردازش
- سرعت/فشار بیش از حد تزریق : استرس برشی بالا و جهت گیری مولکولی استرس باقیمانده را افزایش می دهد.
- سوء مدیریت دما : دمای ذوب پایین یا خنک کننده قالب ناهموار (به عنوان مثال ، کانال های خنک کننده با طراحی ضعیف) تفاوت های انقباض را تقویت می کند.
- فشار بسته بندی کافی : زمان بسته بندی کوتاه یا فشار کم قادر به جبران انقباض نیست و باعث علائم سینک و علائم استرس در بخش های ضخیم می شود.
3. خصوصیات مادی
- شاخص جریان ذوب بالا (MFI) : مواد بیش از حد سیال باعث جهت گیری مولکولی و انقباض ناهموار می شوند.
- اثرات تبلور : مواد کریستالی (به عنوان مثال ، PP ، PA) به نرخ خنک کننده حساس هستند. مناطق دیواره ضخیم نابرابری های تبلور را ایجاد می کنند.
- تفکیک افزودنی : پرکننده هایی مانند الیاف شیشه ای در انتهای جریان جمع می شوند و پیوند بین سطحی را تضعیف می کنند.
4. محدودیت های طراحی محصول
- ضخامت دیواره غیر یکنواخت : مثالها شامل پوشش های پشتی لپ تاپ با تغییرات ضخامت 40 ٪ -60 ٪ است.
- قرار دادن خط جوش ضعیف : هنگامی که خطوط جوش با سطوح آرایشی همزمان می شوند ، علائم استرس شکل می گیرد.
iii راه حل های جامع
1. بهینه سازی طراحی قالب
- تغییر دروازه : بزرگنمایی دروازه ها (به عنوان مثال ، 1.5 میلی متر → 2.0mm) ؛ برای کاهش برشی ، فن یا دروازه های همپوشانی را اتخاذ کنید.
- انتقال ضخامت تدریجی : شعاع (ضخامت دیواره 0.5 ×) را در تغییرات ناگهانی اضافه کنید. مطالعات موردی 80 ٪ کاهش علامت استرس را نشان می دهد.
- تهویه پیشرفته : شکافهای دریچه ای (عمق 0.02-0.04 میلی متر) را در انتهای جریان اضافه کنید. از فولاد متخلخل یا دریچه های درج استفاده کنید.
- خنک کننده همبستگی : کانال های خنک کننده کنفورماسی را اجرا کنید تا تغییر دما تا 5 درجه سانتیگراد محدود شود.
2. تنظیم فرآیند
- کنترل دما : دمای ذوب را 10-20 درجه سانتیگراد (به عنوان مثال ، PA66: 270 ° C → 290 ° C) و دمای قالب تا 20-30 درجه سانتیگراد (به عنوان مثال ، ABS: 60 درجه سانتیگراد → 80 درجه سانتیگراد) افزایش دهید.
- تزریق چند مرحله ای : برای پر کردن اولیه با سرعت کم (30 ٪ -50 ٪ حداکثر) شروع کنید ، سپس به سرعت بالا بروید. فشار بسته بندی را با فشار تزریق 70 ٪ -90 ٪ تنظیم کنید.
- زمان بسته بندی طولانی : افزایش از 2s به 4s به کاهش انقباض و استرس باقیمانده.
3. اصلاح مواد
- مواد کم رگ : 30 ٪ تالک را به PP اضافه کنید و انقباض را از 1.8 ٪ به 0.8 ٪ کاهش دهید.
- مواد افزودنی جریان : 0.1 ٪ -0.5 ٪ روان کننده های مبتنی بر سیلیکون ویسکوزیته ذوب را 10 ٪ -20 ٪ پایین می آورند.
- سازگاری فیبر : برای به حداقل رساندن استرس بین سطحی ، الیاف شیشه ای را با عوامل اتصال درمان کنید.
4. پس از پردازش و آزمایش
- بازپخت : قطعات PC در دمای 120 درجه سانتیگراد به مدت 2 ساعت آنیل شده است و استرس داخلی 60 ٪ -80 ٪ را از بین می برد.
- تشخیص استرس : برای تجزیه و تحلیل کیفی از نور قطبی یا غوطه وری حلال (به عنوان مثال ، ABS در اسید استیک یخبندان به مدت 2 دقیقه) استفاده کنید.
IV مطالعات موردی
مورد 1: علائم استرس سهام اسلحه اسباب بازی
- صادر کردن : PP 10 ٪ قسمت GF علائم استرس را بر روی دنده ها (اختلاف ضخامت 50 ٪) نشان داد.
- ثابت کردن : ضخامت دنده را به 40 ٪ از دیوار اصلی کاهش دهید. شعاع را اضافه کنید. فشار بسته بندی پایین (80MPa → 60MPa) ؛ دمای قالب (60 درجه سانتیگراد → 80 درجه سانتیگراد) را بالا ببرید.
- نتیجه : 100 ٪ حذف ؛ عملکرد از 70 ٪ به 95 ٪ افزایش یافته است.
مورد 2: علائم استرس پوشش لپ تاپ
- صادر کردن : قسمت PC ABS به دلیل عدم تطابق دیواره 0.9mm/1.5 میلی متر دارای علائم استرس بود.
- ثابت کردن : دروازه مجدد برای پر کردن مناطق ضخیم ابتدا. افزایش دمای قالب (90 درجه سانتیگراد → 110 درجه سانتیگراد) ؛ بسته بندی را تا 6s گسترش دهید.
- نتیجه : 90 ٪ کاهش ؛ 98 ٪ نرخ عبور آرایشی.
V. خلاصه
کاهش علامت استرس نیاز به بهینه سازی چند رشته ای دارد:
- طرح پیشگیری : محدودیت ضخامت دیواره (20 ٪) ؛ از شعاع و دوندگان متعادل استفاده کنید.
- پردازش دقیق : کنترل درجه حرارت/فشار شیب با بسته بندی کافی.
- انتخاب مواد : اولویت بندی مواد کمرنگ ، جریان بالا ؛ در صورت لزوم از اصلاح کننده ها استفاده کنید.
پیشرفت های سیستماتیک زیبایی شناسی ، عملکرد مکانیکی و راندمان هزینه را افزایش می دهد .

